
Page 177 - CITS - Fitter Trade Pactical - Volume - 2
P. 177
FITTER - CITS
Job Sequence
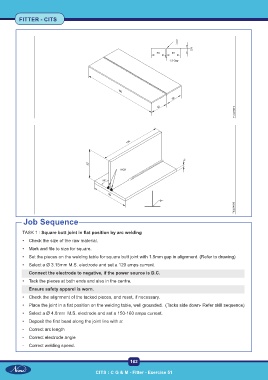
TASK 1 : Square butt joint in flat position by arc welding
• Check the size of the raw material.
• Mark and file to size for square.
• Set the pieces on the welding table for square butt joint with 1.5mm gap in alignment. (Refer to drawing)
• Select a Ø 3.15mm M.S. electrode and set a 120 amps current.
Connect the electrode to negative, if the power source is D.C.
• Tack the pieces at both ends and also in the centre.
Ensure safety apparel is worn.
• Check the alignment of the tacked pieces, and reset, if necessary.
• Place the joint in a flat position on the welding table, well grounded. (Tacks side down- Refer skill sequence)
• Select a Ø 4.0mm M.S. electrode and set a 150-160 amps current.
• Deposit the first bead along the joint line with a:
- Correct arc length
- Correct electrode angle
- Correct welding speed.
162
CITS : C G & M - Fitter - Exercise 51