
Page 30 - CITS - Welder - Trade Theory
P. 30
WELDER - CITS
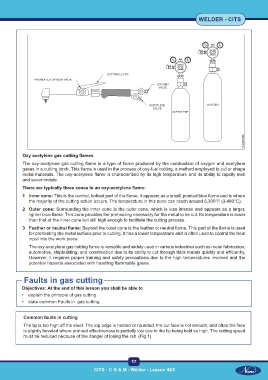
Oxy acetylene gas cutting flames
The oxy-acetylene gas cutting flame is a type of flame produced by the combustion of oxygen and acetylene
gases in a cutting torch. This flame is used in the process of oxy-fuel cutting, a method employed to cut or shape
metal materials. The oxy-acetylene flame is characterized by its high temperature and its ability to rapidly melt
and sever metals.
There are typically three zones in an oxy-acetylene flame:
1 Inner cone: This is the central, hottest part of the flame. It appears as a small, pointed blue flame and is where
the majority of the cutting action occurs. The temperature in this zone can reach around 6,300°F (3,480°C).
2 Outer cone: Surrounding the inner cone is the outer cone, which is less intense and appears as a larger,
lighter blue flame. This zone provides the preheating necessary for the metal to be cut. Its temperature is lower
than that of the inner cone but still high enough to facilitate the cutting process.
3 Feather or neutral flame: Beyond the outer cone is the feather or neutral flame. This part of the flame is used
for preheating the metal surface prior to cutting. It has a lower temperature and is often used to control the heat
input into the work piece.
The oxy-acetylene gas cutting flame is versatile and widely used in various industries such as metal fabrication,
automotive, shipbuilding, and construction due to its ability to cut through thick metals quickly and efficiently.
However, it requires proper training and safety precautions due to the high temperatures involved and the
potential hazards associated with handling flammable gases.
Faults in gas cutting
Objectives: At the end of this lesson you shall be able to
• explain the principle of gas cutting
• state common Faults in gas cutting.
Common faults in cutting
The tip is too high off the steel. The top edge is heated or rounded, the cut face is not smooth, and often the face
is slightly beveled where preheat effectiveness is partially lost due to the tip being held so high. The cutting speed
must be reduced because of the danger of losing the cut. (Fig 1)
17
CITS : C G & M - Welder - Lesson 4&5 CITS : C G & M - Welder - Lesson 4&5