
Page 225 - CITS - Fitter - TP (Volume 1) - Hindi
P. 225
िफटर- CITS
कार्य का क्रम (Job Sequence)
टा 1: ऑ ी-एिसिटलीन हाथ से सीधी और बेवल किटंग
• सभी सुर ा कपड़े पहन ।
• गैस वे ंग ांट को किटंग ोपाइप और किटंग ऑ ीजन रेगुलेटर के साथ सेट कर ।
• कटने वाली धातु की मोटाई के अनुसार सही किटंग नोजल िफट कर (M.S. ेट 10 mm मोटाई के िलए 1.2 mm ास वाले ओ रिफस किटंग
नोजल का उपयोग कर )
• किटंग नोजल के आकार के अनुसार ऑ ीजन और एिसिटलीन गैस के दबाव को एडज कर । (ऑ ीजन 1.6 kgf/sq.cm और एिसिटलीन 0.15
kgf/sq.cm)
ेशर को एडज ंग करते समय किटंग ो पाइप की वॉल को ओपन रख
• रॉ मटे रयल के आकार की जाँच कर
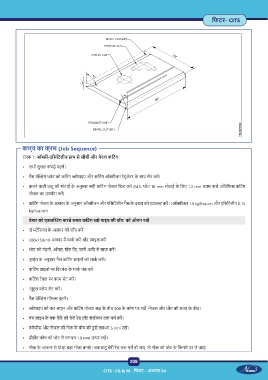
• 200x150x10 आकार म माक कर और फ़ाइल कर
• ेट को गंदगी, ऑयल, ीस प ट, पानी आिद से साफ़ कर ।
• ड ाइंग के अनुसार गैस किटंग लाइनों को माक कर ।
• किटंग लाइनों पर िवटनेस के माक पंच कर
• किटंग टेबल पर काम सेट कर ।
• ूट ल ेम सेट कर ।
• गैस वे ंग गॉग पहन ।
• ोपाइप को कट लाइन और किटंग नोजल अ के बीच 900 के कोण पर रख , नोजल और ेट की सतह के बीच।
• पंच लाइन के एक िसरे को चेरी रेड हॉट कं डीशन तक गम कर ।
• वक पीस और नोजल की नोक के बीच की दू री लगभग 5 mm रख ।
• ीहीट कोन को ेट से लगभग 1.6 mm ऊपर रख ।
• नोक के आकार से थोड़ा बड़ा गोला बनाएं । जब धातु चेरी रेड तक गम हो जाए, तो नोक को ेट के िकनारे पर ले जाएं ।
209
CITS : CG & M - िफटर - अ ास 54