
Page 233 - CITS - Fitter - TP (Volume 1) - Hindi
P. 233
िफटर- CITS
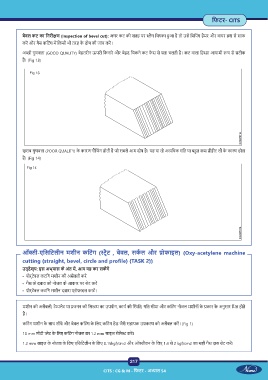
बेवल कट का िनरी ण (Inspection of bevel cut): अगर कट की सतह पर ैग िचपका आ है तो उसे िचिपंग हैमर और वायर श से साफ
कर और गैस किटंग म िकसी भी तरह के दोष की जांच कर ।
अ ी गुणव ा (GOOD QUALITY) बेहतरीन ऊपरी िकनारे और बेहद िचकने कट फे स से पता चलती है। कट वाला िह ा आयामी प से सटीक
है। (Fig 13)
Fig 13
खराब गुणव ा (POOR QUALITY) के कारण गौिजंग होती है जो सबसे आम दोष है। यह या तो अ िधक गित या ब त कम ीहीट लौ के कारण होता
है। (Fig 14)
Fig 14
ऑ ी-एिसिटलीन मशीन किटंग ( ैट , बेवल, सक ल और ोफाइल) (Oxy-acetylene machine
cutting (straight, bevel, circle and profile) (TASK 2))
उद्देश्य: इस अभ्यास के अंत में, आप यह कर सकेंगे
• पोर्टेबल कटिंग मशीन की असेंबली करें
• गैस के दबाव को नोजल के आकार पर सेट करें
• पोर्टेबल कटिंग मशीन द्वारा प्रोफाइल काटें।
मशीन की अस बली, टे लेट या जनन की िस म का उपयोग, काय की ित, गित सीमा और किटंग नोजल मशीनों के कार के अनुसार िभ होते
ह ।
किटंग मशीन के साथ सीधे और बेवल किटंग के िलए किटंग हेड जैसे सहायक उपकरण को अस बल कर । (Fig 1)
10 mm मोटी ेट के िलए किटंग नोजल का 1.2 mm साइज सेले कर ।
1.2 mm साइज के नोजल के िलए एिसिटलीन के िलए 0.15kgf/cm2 और ऑ ीजन के िलए 1.4 से 2 kgf/cm2 का सही गैस दाब सेट कर ।
217
CITS : CG & M - िफटर - अ ास 54