
Page 168 - CITS - Welder - TP - Hindi
P. 168
वे र - CITS
• 2 पाइपों को बट जॉइंट के प म व थत कर ।
• पाइपों को संरे खत करने के िलए िफ चर या एं गल आयरन के V ोफाइल का उपयोग कर
सुर ा क कपड़े पहन (Wear protective clothing)
• मशीन को ‘on कर और टैिकं ग और ट रन के िलए 3.15 mm इले ोड सेले कर और 110 ए यर करंट सेट कर
• ेसर का उपयोग करके पाइपों के बीच 3 mm ट गैप को समायोिजत करते ए िनयिमत अंतराल पर 4 टैक लगाएं ।
• सुिनि त कर िक ेक टैक एक कीहोल के साथ समा होता है
• जाँच कर और सुिनि त कर िक टैिकं ग के बाद पाइप लाइन म ह
• ट रन के िलए 3 15 mm इले ोड के िलए 110 ए यर सेट कर ।
• पाइप को घुमाए िबना ट रन को समतल थित म जमा कर
• कीहोल टे ीक का उपयोग करके वे ंग ट वेश सुिनि त करती है।
• ट से ैग को अ ी तरह से हटा द ।
• 3.15 mm इले ोड का उपयोग करके दू सरे और तीसरे रन को जमा कर यानी ट रन के िलए समान।
• जॉइंट को साफ कर और उसका िनरी ण कर
कौशल अनु म (Skill Sequence)
MS पाइप ø50mm पर पाइप वे ंग बट जोड़ और 1G थित म 5mm वॉल मोटाई (Pipe welding
butt joint on MS pipe ø50mm and 5mm wall thickness in 1G position)
उ े : इस अ ास के अंत म , आप यह कर सक गे
• MS पाइप पर (IG) थित म बट जोड़ तैयार कर और वे कर ।
हैकसॉ से पाइप को िदए गए आकार म काट ।
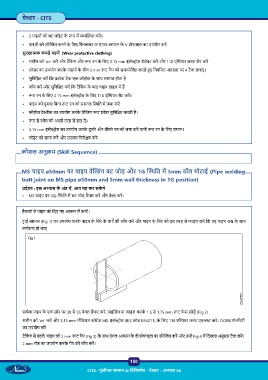
ट ाई ायर (Fig 1) का उपयोग करके पाइप के िसरे के वग की जाँच कर और पाइप के िसरे को इस तरह से फाइल कर िक वह पाइप अ के साथ
वगा कार हो जाए
Fig 1
ेक पाइप के एक छोर पर 30 से 35 बेवल तैयार कर , ाइंिडंग या फाइल करके 1.5 से 1.75 mm ट फे स छोड़ (Fig 2)
मशीन को ‘on कर और 3.15 mm मीिडयम कोटेड MS. इले ोड (BIS कोड ER4211) के िलए 110 ए यर करंट एडज कर । DCEN पोल रटी
का उपयोग कर
टैिकं ग से पहले, पाइप को 2 mm ट गैप (Fig 3) के साथ एं गल आयरन के वी ोफाइल पर संरे खत कर और उ Fig 4 म िदखाए अनुसार टैक कर ।
2 mm रॉड का उपयोग करके गैप की जाँच कर ।
150
CITS : पूंजीगत सामान & िविनमा ण - वे र - अ ास 36