
Page 268 - CITS - Welder - TP - Hindi
P. 268
वे र - CITS
• वे े को अ ी तरह से साफ कर ।
• दोष मु काय का िनरी ण कर ।
• िनरी ण (Visual inspection): मामूली उभार, एक समान चौड़ाई, एक समान लहर और वे के पंजों पर अंडर कट से मु होना एक
िचकनी सतह का संके त देता है।
कौशल अनु म (Skill Sequence)
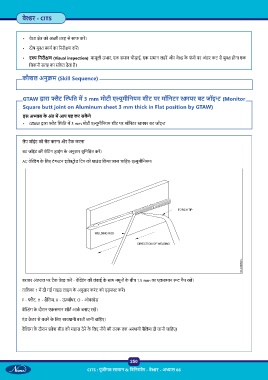
GTAW ारा ैट थित म 3 mm मोटी ए ूमीिनयम शीट पर मॉिनटर ायर बट जॉइ (Monitor
Square butt joint on Aluminum sheet 3 mm thick in Flat position by GTAW)
इस अ ास के अंत म आप यह कर सक गे
• GTAW ारा ैट थित म 3 mm मोटी ए ूमीिनयम शीट पर मॉिनटर ायर बट जॉइ
लैप जॉइंट को सेट करना और टैक करना
बट जॉइंट की सेिटंग ड ाइंग के अनुसार सुिनि त कर ।
AC वे ंग के िलए टंग न इले ोड िटप को ाउंड िकया जाना चािहए-ए ुमीिनयम।
बराबर अंतराल पर टैक वे कर - वे ंग की लंबाई के साथ नमूनों के बीच 1.5 mm का एकसमान ट गैप रख ।
तािलका 1 म दी गई गाइड लाइन के अनुसार करंट को एड़ज कर ।
F - ैट, H - ैितज, V - ऊ ा धर, O - ओवरहेड
वे ंग के दौरान एकसमान शॉट आक बनाए रख ।
एं ड े टर से बचने के िलए सावधानी बरती जानी चािहए।
वे ंग के दौरान वेश बीड को सहारा देने के िलए नीचे की तरफ एक अ थायी बैिकं ग दी जानी चािहए।
250
CITS : पूंजीगत सामान & िविनमा ण - वे र - अ ास 66