
Page 302 - CITS - Welder - TP - Hindi
P. 302
वे र - CITS
अ ास 77(B): ए ुिमिनयम की ा ा किटंग की योजना बनाएं और िनगरानी करना (Plan &
monitor Plasma cutting of Aluminum)
उ े
इस अ ास के अंत म आप यह कर सक गे
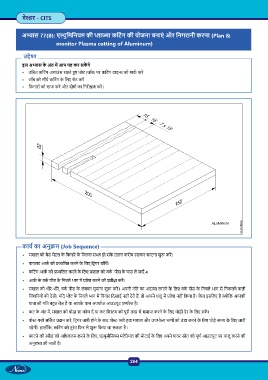
• उिचत किटंग अलाउंस रखते ए ेट (जॉब) पर किटंग लाइ को माक कर
• जॉब को सीधे किटंग के िलए सेट कर
• िकनारों को साफ कर और दोषों का िनरी ण कर ।
काय का अनु म (Job Sequence)
• मशाल को बेस मेटल के िकनारे के िजतना संभव हो सके उतना करीब रखकर काटना शु कर ।
• पायलट आक को िलत करने के िलए िट गर खींच ।
• किटंग आक को िलत करने के िलए मशाल को वक पीस के पास ले जाएँ 4
• आक के वक पीस के िनचले भाग म वेश करने की ती ा कर ।
• मशाल को धीरे-धीरे, वक पीस के लंबवत घुमाना शु कर । अपनी गित का अंदाजा लगाने के िलए वक पीस के िनचले भाग से िनकलने वाली
िचंगा रयों को देख । यिद ेट के िनचले भाग म िचंगार िदखाई नहीं देते ह , तो आपने धातु म वेश नहीं िकया है। ऐसा इसिलए है ों िक आपकी
या ा की गित ब त तेज़ है या आपके पास अपया आउटपुट ए रेज है।
• कट के अंत म , मशाल को थोड़ा सा कोण द या कट िस म को पूरी तरह से समा करने के िलए थोड़ी देर के िलए क ।
• पो - ो सिक ट दान कर , िट गर जारी होने के बाद पो - ो हवा मशाल और उपभो भागों को ठं डा करने के िलए थोड़े समय के िलए जारी
रहेगी। हालाँिक, किटंग को तुरंत िफर से शु िकया जा सकता है।
• काटने की ीड को अिधकतम करने के िलए, ए ुमीिनयम मटे रयल की मोटाई के िलए अपने पावर ोत को पूण आउटपुट पर चालू करने की
अनुशंसा की जाती है।
284