
Page 131 - CITS - Welder - TT - Hindi
P. 131
वे र - CITS
े का आयरन के एज को अलग-अलग तरीकों से तैयार िकया जा सकता है जैसे िक िचिपंग, ाइंिडंग, मशीन और फाइिलंग। उपरो िविधयों का
उपयोग काय की थित और कार के अनुसार िकया जाता है। आमतौर पर वे ंग, ै ड का ंग या बट जॉइंट की आव कता होती है। साथ ही,
वे ंग या मर त की जाने वाली का ंग की मोटाई 6 mm और उससे अिधक होगी। इसिलए आमतौर पर एक िसंगल वी बट जॉइंट तैयार िकया
जाता है जैसा िक Fig 1 म िदखाया गया है।
ीिनंग की िविध (Method of cleaning)
का आयरन जॉ की सफाई के िलए दो तरीकों का उपयोग िकया जाता है।
a मैके िनकल ीिनंग
b रासायिनक ीिनंग
मैके िनकल ीिनंग का उपयोग ादातर का आयरन जॉ की सतह को साफ करने के िलए िकया जाता है।
इस िविध म ाइंिडंग, फाइिलंग और वायर िशंग टे ीक का उपयोग िकया जाता है।
के िमकल ीिनंग ि या तेल, ीस और िकसी भी अ पदाथ को हटाने के िलए लागू की जाती है िजसे मैके िनकल ीिनंग ारा हटाया नहीं जा सकता
है।
का आयरन की वे ंग िविधयाँ (Welding methods of cast iron)
ेम (Flame (strict neutral flame)): ो पाइप म नोजल नंबर 10 का उपयोग िकया जाता है और एक स तट थ लौ को समायोिजत िकया
जाना चािहए। ान रखा जाना चािहए िक ऑ ीजन का थोड़ा सा भी िनशान न हो जो ऑ ीकरण के मा म से एक कमजोर वे का कारण बन
सकता है।
िफलर रॉड (Filler rod): का आयरन वे ंग के िलए 2.8 - 3.5 ितशत िसिलकॉन यु 5 mm आकार की गोल या चौकोर उ (सुपर) िसिलकॉन
का आयरन िफलर रॉड का उपयोग िकया जाता है। इस रॉड ारा वे धातु आसानी से मशीिनंग यो है। (IS 1278 - 1972 के अनुसार S-CI 1)।
(Flux): ऑ ाइड को घोलने और ऑ ीकरण को रोकने के िलए अ ी गुणव ा का होना चािहए।
का आयरन बोरे , सोिडयम काब नेट, पोटेिशयम काब नेट, सोिडयम नाइट ेट और सोिडयम बाइकाब नेट से बना होता है। यह पाउडर के
प म होता है।
का आयरन वे ंग की टे ीक (Technique of cast iron welding): वे ंग ऑपरेशन पहले से गरम, सु लाल गम , का आयरन के पीस
पर िकया जाना चािहए। C.I. वे ंग के िलए ीहीिटंग तापमान 200°C से 310°C तक िभ होता है।
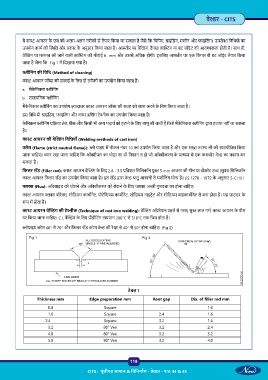
ोपाइप कोण 60° से 70° और िफलर रॉड कोण वे की रेखा से 40° से 50° होना चािहए। (Fig 2)
Fig 1 Fig 2
टेबल 1
Thickness mm Edge preparation mm Root gap Dia. of filler rod mm
0.8 Square - 1.6
1.6 Square 2.4 1.6
2.4 Square 3.2 1.6
3.2 80° Vee 3.2 2.4
4.0 80° Vee 3.2 3.2
5.0 80° Vee 3.2 4.0
119
CITS : पूंजीगत सामान & िविनमा ण - वे र - पाठ 44 & 45