
Page 177 - CITS - Welder - TT - Hindi
P. 177
वे र - CITS
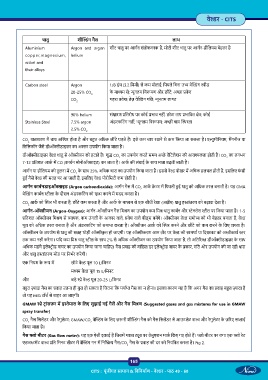
धातु शी ंग गैस लाभ
Aluminium Argon and argon शीट धातु पर आग न संतोषजनक है, मोटी शीट धातु पर आग न-हीिलयम बेहतर है
copper,magnesium, helium
nickel and
their alloys
Carbon steel Argon 1/8 इंच (3.2 िममी) से कम मोटाई; िपघले िबना उ वे ंग ीड
20-25% CO के मा म से; ूनतम िव पण और छीं टे; अ ा वेश
2
CO गहरा वेश; तेज़ वे ंग गित; ूनतम लागत
2
90% helium सं ारण ितरोध पर कोई भाव नहीं, छोटा ताप भािवत े ; कोई
Stainless Steel 7.5% argon अंडरकिटंग नहीं; ूनतम िव पण; अ ी चाप थरता
2.5% CO
2
CO वातावरण म चाप अ थर होता है और ब त अिधक छीं टे पड़ते ह । इसे कम चाप रखने से कम िकया जा सकता है। ए ुमीिनयम, म गनीज या
2
िसिलकॉन जैसे डीऑ ीडाइज़र का अ र उपयोग िकया जाता है।
डीऑ ीडाइज़र वे धातु से ऑ ीजन को हटाते ह । शु CO का उपयोग करते समय अ े व िटलेशन की आव कता होती है। CO का लगभग
2 2
7-12 ितशत आक म CO (काब न मोनोऑ ाइड) बन जाता है। आक की लंबाई के साथ मा ा बढ़ती जाती है।
आग न या हीिलयम की तुलना म CO के साथ 25% अिधक धारा का उपयोग िकया जाता है। इससे वे पोखर म अिधक हलचल होती है, इसिलए फं सी
2
ई गैस वे की सतह पर आ जाती ह , इसिलए वे पोरोिसटी कम होती है।
आग न काब नडाइऑ ाइड (Argon carbondioxide): आग न गैस म CO आक े टर म िपघली ई धातु को अिधक तरल बनाती है। यह GMA
2
वे ंग काब न ी के दौरान अंडरकिटंग को ख करने म मदद करता है।
CO आक को थर भी करता है, छीं टे कम करता है और आक के मा म से एक सीधी रेखा (अ ीय) धातु ह ांतरण को बढ़ावा देता है।
2
आग न-ऑ ीजन (Argon-Oxygen): आग न-ऑ ीजन गैस िम ण का उपयोग कम िम धातु काब न और ेनलेस ील पर िकया जाता है। 1-5
ितशत ऑ ीजन िम ण से ापक, कम उंगली के आकार वाले, वेश वाले बीड्स बन गे। ऑ ीजन वे समो को भी बेहतर बनाता है, वे
पूल को अिधक तरल बनाता है और अंडरकिटंग को समा करता है। ऑ ीजन आक को थर करने और छीं टे को कम करने के िलए लगता है।
ऑ ीजन के उपयोग से धातु की सतह थोड़ी ऑ ीकृ त हो जाएगी। यह ऑ ीकरण आम तौर पर वे की साम या िदखावट को अ ीकाय र
तक कम नहीं करेगा। यिद कम िम धातु ील के साथ 2% से अिधक ऑ ीजन का उपयोग िकया जाता है, तो अित र डीऑ ीडाइज़र के साथ
अिधक महंगे इले ोड वायर का उपयोग िकया जाना चािहए। गैस वाह की वांिछत दर इले ोड वायर के कार, गित और उपयोग की जा रही धारा
और धातु ह ांतरण मोड पर िनभ र करेगी।
एक िनयम के प म छोटे वे पूल 10 L/िमनट
म म वे पूल 15 L/िमनट
और बड़े े वे पूल 20-25 L/िमनट
ब त ादा गैस का वाह उतना ही बुरा हो सकता है िजतना िक पया गैस का न होना। इसका कारण यह है िक अगर गैस का वाह ब त ादा है
तो यह MIG टॉच से बाहर आ जाएगी।
GMAW े ट ांसफ़र म इ ेमाल के िलए सुझाई गई गैस और गैस िम ण (Suggested gases and gas mixtures for use in GMAW
spray transfer)
CO गैस िसल डर और रेगुलेटर: GMAW/CO वे ंग के िलए ज़ री शी ंग गैस को गैस िसल डर से आउटलेट वा और रेगुलेटर के ज़ रए स ाई
2
2
िकया जाता है।
गैस ो मीटर (Gas flow meter): यह एक ऐसी इकाई है िजसम ास ूब पर ेजुएशन माक िकए गए होते ह । ो मीटर पर लगा एक ो रेट
एडज म ट वा ित िमनट लीटर म वे ंग गन म िन य गैस/CO गैस के वाह की दर को िनयंि त करता है। Fig 2.
2
165
CITS : पूंजीगत सामान & िविनमा ण - वे र - पाठ 49 - 60