
Page 43 - CITS - Welder - TT - Hindi
P. 43
वे र - CITS
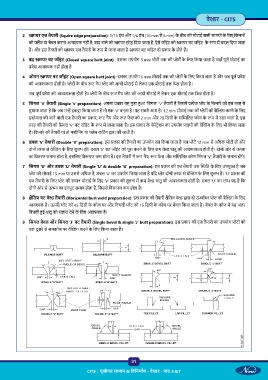
2 ायर एज तैयारी (Squire edge preparation): 1/16 इंच और 1/4 इंच (16 mm से 6 mm) के बीच की मोटाई वाली साम ी के िलए िकनारों
को ज या बेवल करना आव क नहीं है; बाद वाले को ायर छोड़ िदया जाता है, ऐसे जॉइंट को ायर बट जॉइंट के प म बदल िदया जाता
है। और इस तैयारी को ायर एज तैयारी के प म जाना जाता है ायर बट जॉइंट दो कार के होते ह ।
3 बंद ायर बट जॉइंट (Closed square butt joint) : इसका उपयोग 3 mm मोटी तक की ेटों के िलए िकया जाता है जहाँ पूरी मोटाई का
वेश आव क नहीं होता है
4 ओपन ायर बट जॉइंट (Open square butt joint): इसका उपयोग 6 mm मोटाई तक की ेटों के िलए िकया जाता है और जब पूण वेश
की आव कता होती है। ेटों के बीच ट गैप ेट की आधी मोटाई से लेकर एक मोटाई तक िभ होता है।
जब पूण वेश की आव कता होती है। ेटों के बीच ट गैप ेट की आधी मोटाई से लेकर एक मोटाई तक िभ होता है।
5 िसंगल ‘V तैयारी (Single ‘v preparation): अगला कार वह मुड़ा आ ‘िसंगल ‘V तैयारी है िजसम ेक ेट के िकनारे को इस तरह से
घुमाया जाता है िक जब उ इक ा िकया जाता है तो एक ‘V बनता है। यह सबसे आम है। 12 mm मोटाई तक की ेटों को वे ंग करने के िलए
इ ेमाल की जाने वाली एज तैयारी का कार, ट गैप और ट फे स को 2 mm और 70 िड ी के स िलत कोण के प म रखा जाता है, इस
तरह की तैयारी को िसंगल ‘V बट जॉइंट के प म जाना जाता है। इस कार के पेनेट ेशन का उपयोग पाइपों की वे ंग के िलए भी िकया जाता
है। िकनारे की तैयारी या तो मशीिनंग या ेम किटंग ारा की जाती है।
6 डबल ‘V तैयारी (Double ‘V preparation): इस कार की तैयारी का उपयोग तब िकया जाता है जब ेट 12 mm से अिधक मोटी हों और
दोनों तरफ से वे ंग के िलए सुलभ हों। डबल ‘V बट जॉइंट को पूरा करने के िलए कम वे धातु की आव कता होती है। दोनों ओर से ऊ ा
का िवतरण समान होता है, इसिलए िव पण कम होता है। इस तैयारी म ट गैप, ट फे स और स िलत कोण िसंगल ‘V तैयारी के समान होंगे।
7 िसंगल ‘U और डबल ‘U तैयारी (Single ‘U & double U preparation): इस कार की एज तैयारी उस थित के िलए उपयु है जब
ेट की मोटाई 15 mm या उससे अिधक है, डबल ‘U का उपयोग िकया जाता है यिद ेट दोनों तरफ से वे ंग के िलए सुलभ ह । ‘U कार की
एज तैयारी के िलए ेट की समान मोटाई के िलए ‘V कार की तुलना म कम वे धातु की आव कता होती है। डबल ‘U का लाभ यह है िक
दोनों ओर से ऊ ा का इनपुट समान होता है, िजससे िव पण कम होता है।
8 ैितज बट वे तैयारी (Horizontal butt weld preparation): इस कार की तैयारी ैितज वे ारा दो ऊ ा धर ेट की वे ंग के िलए
आव क है। ऊपरी ेट को 45 िड ी के कोण पर और िनचली ेट को 15 िड ी के कोण पर बेवल िकया जाता है। बेवल के कोण म यह अंतर
िपघली ई धातु को सहारा देने के िलए आव क है।
9 िसंगल बेवल और िसंगल ‘J बट तैयारी (Single bevel & single ‘J butt preparation): इस कार की एज तैयारी का उपयोग ेटों को
एक दू सरे से समकोण पर वे ंग करने के िलए िकया जाता है।
31
CITS : पूंजीगत सामान & िविनमा ण - वे र - पाठ 6 &7