
Page 202 - CITS - Fitter Trade Pactical - Volume - 2
P. 202
FITTER - CITS
Fig 2
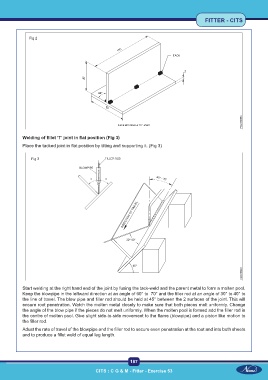
Welding of fillet ‘T’ joint in flat position (Fig 3)
Place the tacked joint in flat position by tilting and supporting it. (Fig 3)
Fig 3
Start welding at the right hand end of the joint by fusing the tack-weld and the parent metal to form a molten pool.
Keep the blowpipe in the leftward direction at an angle of 60° to 70° and the filler rod at an angle of 30° to 40° to
the line of travel. The blow pipe and filler rod should be held at 45° between the 2 surfaces of the joint. This will
ensure root penetration. Watch the molten metal closely to make sure that both pieces melt uniformly. Change
the angle of the blow pipe if the pieces do not melt uniformly. When the molten pool is formed add the filler rod in
the centre of molten pool. Give slight side-to-side movement to the flame (blowpipe) and a piston like motion to
the filler rod.
Adust the rate of travel of the blowpipe and the filler rod to secure even penetration at the root and into both sheets
and to produce a fillet weld of equal leg length.
187
CITS : C G & M - Fitter - Exercise 53