
Page 67 - CITS - Fitter Trade Pactical - Volume - 2
P. 67
FITTER - CITS
Chipping on mild steel with cross cut chisel
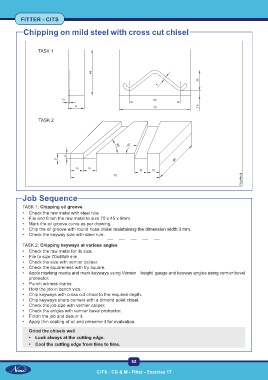
TASK 1
TASK 2
Job Sequence
Job Sequence
TASK 1: Chipping oil groove
• Check the raw metal with steel rule
• File and finish the raw metal to size 70 x 45 x 9mm
• Mark the oil groove curve as per drawing.
• Chip the oil groove with round nose chisel maintaining the dimension width 3 mm.
• Check the keyway size with steel rule.
TASK 2: Chipping keyways at various angles
• Check the raw metal for its size.
• File to size 70x48x9 mm.
• Check the size with vernier caliper.
• Check the squareness with try square.
• Apply marking media and mark keyways using Vernier height gauge and keyway angles using vernier bevel
protractor.
• Punch witness marks.
• Hold the job in bench vice.
• Chip keyways with cross cut chisel to the required depth.
• Chip keyways sharp corners with a dimond point chisel.
• Check the job size with vernier caliper.
• Check the anlges with vernier bevel protractor.
• Finish the job and deburr it.
• Apply thin coating of oil and preserve it for evalvation.
Grind the chisels well
• Look always at the cutting edge.
• Cool the cutting edge from time to time.
52
CITS : CG & M - Fitter - Exercise 17