
Page 77 - CITS - Fitter Trade Pactical - Volume - 2
P. 77
FITTER - CITS
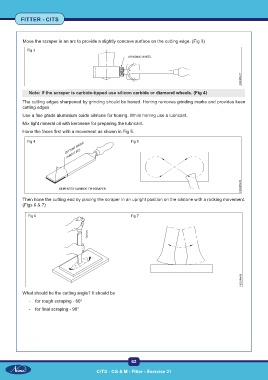
Move the scraper in an arc to provide a slightly concave surface on the cutting edge. (Fig 3)
Fig 3
Note: If the scraper is carbide-tipped use silicon carbide or diamond wheels. (Fig 4)
The cutting edges sharpened by grinding should be honed. Honing removes grinding marks and provides keen
cutting edges.
Use a fine grade aluminium oxide oilstone for honing. While honing use a lubricant.
Mix light mineral oil with kerosene for preparing the lubricant.
Hone the faces first with a movement as shown in Fig 5.
Fig 4 Fig 5
Then hone the cutting end by placing the scraper in an upright position on the oilstone with a rocking movement.
(Figs 6 & 7)
Fig 6 Fig 7
What should be the cutting angle? It should be
- for rough scraping - 60°
- for final scraping - 90°
62
CITS : CG & M - Fitter - Exercise 21