
Page 86 - CITS - Fitter Trade Pactical - Volume - 2
P. 86
FITTER - CITS
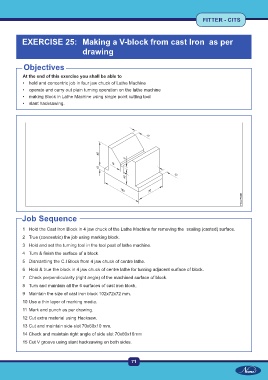
EXERCISE 25: Making a V-block from cast Iron as per
drawing
Objectives
At the end of this exercise you shall be able to
• hold and concentric job in four jaw chuck of Lathe Machine
• operate and carry out plain turning operation on the lathe machine
• making Block in Lathe Machine using single point cutting tool
• slant hacksawing.
Job Sequence
Job Sequence
1 Hold the Cast Iron Block in 4 jaw chuck of the Lathe Machine for removing the scaling (casted) surface.
2 True (concentric) the job using marking block.
3 Hold and set the turning tool in the tool post of lathe machine.
4 Turn & finish the surface of a block.
5 Dismantling the C.I Block from 4 jaw chuck of centre lathe.
6 Hold & true the block in 4 jaw chuck of centre lathe for turning adjacent surface of block.
7 Check perpendicularity (right angle) of the machined surface of block.
8 Turn and maintain all the 6 surfaces of cast iron block.
9 Maintain the size of cast iron block 102x72x72 mm.
10 Use a thin layer of marking media.
11 Mark and punch as per drawing.
12 Cut extra material using Hacksaw.
13 Cut and maintain side slot 70x60x10 mm.
14 Check and maintain right angle of side slot 70x60x10mm
15 Cut V groove using slant hacksawing on both sides.
71