
Page 78 - CITS - Fitter Trade Practical - Volume -2
P. 78
FITTER - CITS
Fig 3
Job Sequence
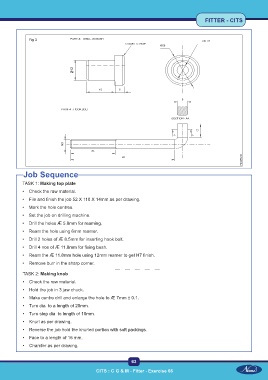
TASK 1: Making top plate
• Check the raw material.
• File and finish the job 52 X 110 X 14mm as per drawing.
• Mark the hole centres.
• Set the job on drilling machine.
• Drill the holes Æ 5.8mm for reaming.
• Ream the hole using 6mm reamer.
• Drill 2 holes of Æ 8.5mm for inserting hook bolt.
• Drill 4 nos of Æ 11.8mm for fixing bush.
• Ream the Æ 11.8mm hole using 12mm reamer to get H7 finish.
• Remove burr in the sharp corner.
TASK 2: Making knob
• Check the raw material.
• Hold the job in 3 jaw chuck.
• Make centre drill and enlarge the hole to Æ 7mm ± 0.1.
• Turn dia to a length of 20mm.
• Turn step dia to length of 10mm.
• Knurl as per drawing.
• Reverse the job hold the knurled portion with soft packings.
• Face to a length of 16 mm.
• Chamfer as per drawing.
63
CITS : C G & M - Fitter - Exercise 66