
Page 63 - Mechanic Diesel - TT
P. 63
MECHANIC DIESEL - CITS
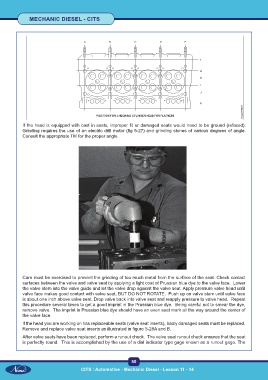
If the head is equipped with cast in seats, improper fit or damaged seats would need to be ground (refaced).
Grinding requires the use of an electric drill motor (fig 5-27) and grinding stones of various degrees of angle.
Consult the appropriate TM for the proper angle.
Care must be exercised to prevent the grinding of too much metal from the surface of the seat. Check contact
surfaces between the valve and valve seat by applying a light coat of Prussian blue dye to the valve face. Lower
the valve stem into the valve guide and let the valve drop against the valve seat. Apply pressure valve head until
valve face makes good contact with valve seat, BUT DO NOT ROTATE. Push up on valve stem until valve face
is about one inch above valve seat. Drop valve back into valve seat and reapply pressure to valve head. Repeat
this procedure several times to get a good imprint in the Prussian blue dye. Being careful not to smear the dye,
remove valve. The imprint in Prussian blue dye should have an even seat mark all the way around the center of
the valve face.
If the head you are working on has replaceable seats (valve seat inserts), badly damaged seats must be replaced.
Remove and replace valve seat inserts as illustrated in figure 5-28A and B.
After valve seats have been replaced, perform a runout check. The valve seat runout check ensures that the seat
is perfectly round. This is accomplished by the use of a dial indicator type gage known as a runout gage. The
50
CITS : Automotive - Mechanic Diesel - Lesson 11 - 14