
Page 84 - CITS - Welder - Trade Practical
P. 84
WELDER - CITS
• Select a 3.15 mm M.S. electrode and set 110 amps current.
• Weld the root run with short arc with uniform welding speed, so that a uniform root penetration can be obtained.
• Chip the slag and inspect the weld.
Note:
Use a pair of tongs to hold hot jobs.
Use a chipping hammer and wire brush for cleaning.
Use chipping goggles for protection of eyes.
• Deposit second covering run with a weaving motion.
• Use a 3.15 mm electrode with 110 amps current.
• Deposit the third covering run similar to the second run.
• Repeat this exercise until you can produce good welds.
Skill Sequence
Single ‘V’ butt joint on MS plate 10mm thick in overhead
position
Objectives: At the end of this exercise you shall be able to
• prepare and weld single ‘V’ butt joint on MS plate 10mm thick in overhead position.
This type of joint is used very extensively for welding huge structures as in rail coach, ship building industries and
earth moving equipment manufacture and for welding big structures and huge pipes at side.
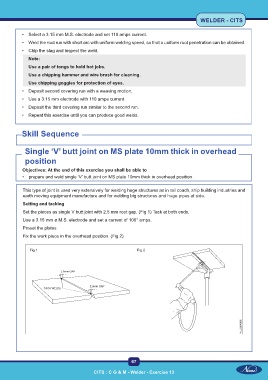
Setting and tacking
Set the pieces as single V butt joint with 2.5 mm root gap. (Fig 1) Tack at both ends.
Use a 3.15 mm ø M.S. electrode and set a current of 100° amps.
Preset the plates
Fix the work piece in the overhead position. (Fig 2)
Fig 1 Fig 2
67
CITS : C G & M - Welder - Exercise 13