
Page 251 - CITS - Fitter - TP (Volume 1) - Hindi
P. 251
िफटर- CITS
टा 2: टू ल रफरे पॉइंट और कमांिडंग पॉइंट
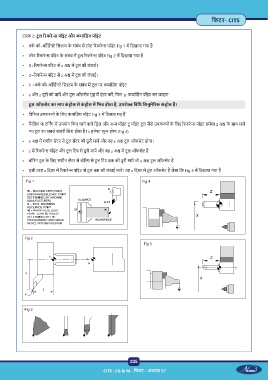
• वक को-ऑिड नटे िस म के संबंध म टरेट रफरे पॉइंट Fig 1 म िदखाया गया है
• टरेट रफरे पॉइंट के संबंध म टू ल रफरे पॉइंट Fig 2 म िदखाया गया है
• X= रफरे पॉइंट से x अ म टू ल की लंबाई।
• Z= रफरे पॉइंट से z अ म टू ल की लंबाई।
• P =वक को-ऑिड नटे िस म के संबंध म टू ल पर कमांिडंग पॉइंट
• x और z दू री को माप और टू ल ऑफ़सेट पृ म एं टर कर , िफर ‘pʼ कमांिडंग पॉइंट बन जाएगा
टू ल ऑफसेट का माप कं ट ोल से कं ट ोल म िभ होता है, उपरो िविध िसनुमे रक कं ट ोल है।
• िविभ उपकरणों के िलए कमांिडंग पॉइंट Fig 3 म िदखाए गए ह
• िमिलंग या टिन ग म उपयोग िकए जाने वाले िड ल और अ पॉइंट टू पॉइंट टू ल जैसे उपकरणों के िलए रफरे पॉइंट हमेशा z अ के साथ मापे
गए टू ल का सबसे बाहरी िसरा होता है। x हमेशा शू होगा (Fig 4)
• x अ म मशीन स टर से टू ल स टर की दू री माप और वह x अ टू ल ऑफसेट होगा।
• z म रफरे पॉइंट और टू ल िटप से दू री माप और वह z अ म टू ल ऑफसेट है
• बो रंग टू ल के िलए मशीन स टर से बो रंग से टू ल िटप तक की दू री माप जो x अ टू ल ऑफसेट है
• इसी तरह z िदशा म रफरे पॉइंट से टू ल तक की लंबाई माप । वह z िदशा म टू ल ऑफसेट है जैसा िक Fig 5 म िदखाया गया है
Fig 1 Fig 4
Fig 2
Fig 5
Fig 3
235
CITS : CG & M - िफटर - अ ास 57