
Page 69 - CITS - Fitter - TP (Volume 1) - Hindi
P. 69
िफटर- CITS
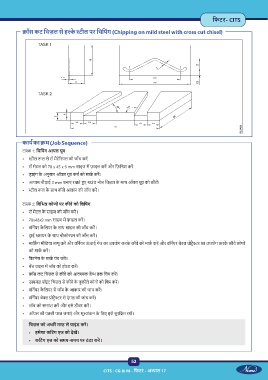
ॉस कट िचज़ल से ह े ील पर िचिपंग (Chipping on mild steel with cross cut chisel)
TASK 1
TASK 2
काय का म (Job Sequence)
Job Sequence
टा 1: िचिपंग आयल ूव
• ील ल से रॉ मैटे रयल की जाँच कर
• रॉ मेटल को 70 x 45 x 9 mm साइज म फ़ाइल कर और िफ़िनश कर
• ड ाइंग के अनुसार ऑयल ूव कव को माक कर ।
• आयाम चौड़ाई 3 mm बनाए रखते ए राउंड नोज िचज़ल के साथ ऑयल ूव को छील ।
• ील ल के साथ कीवे आकार की जाँच कर ।
टा 2: िविभ कोणों पर कीवे को िचिपंग
• रॉ मेटल के साइज की जाँच कर ।
• 70x48x9 mm साइज म फ़ाइल कर ।
• विन यर कै िलपर के साथ साइज की जाँच कर ।
• ट ाई ायर के साथ चौकोरपन की जाँच कर ।
• मािक ग मीिडया लागू कर और विन यर ऊं चाई गेज का उपयोग करके कीवे को माक कर और विन यर बेवल ोट ै र का उपयोग करके कीवे कोणों
को माक कर ।
• िवटनेस के माक पंच कर ।
• ब च वाइस म जॉब को हो कर ।
• ॉस कट िचज़ल से कीवे को आव क डे थ तक िचप कर ।
• डायमंड पॉइंट िचज़ल से कीवे के नुकीले कोनों को िचप कर ।
• विन यर कै िलपर से जॉब के आकार की जांच कर ।
• विन यर बेवल ोट ै र से एं गल की जांच कर ।
• जॉब को समा कर और इसे डीबर कर ।
• ऑयल की पतली परत लगाएं और मू ांकन के िलए इसे सुरि त रख ।
िचज़ल को अ ी तरह से ाइंड कर ।
• हमेशा किटंग एज को देख ।
• किटंग एज को समय-समय पर ठं डा कर ।
53
CITS : CG & M - िफटर - अ ास 17