
Page 107 - CITS - Welder - TP - Hindi
P. 107
वे र - CITS
कौशल अनु म (Skill Sequence)
लैप िफलेट जॉइंटों के िलए कोई िव पण अलाउंस अनुशंिसत नहीं है
चूंिक GMAW ि या म कई अशु यों को हटाने की मता नहीं है, इसिलए ेट की सतह से िमल े ल, जंग, प ट, तेल या ीस को साफ करना
ब त मह पूण है।
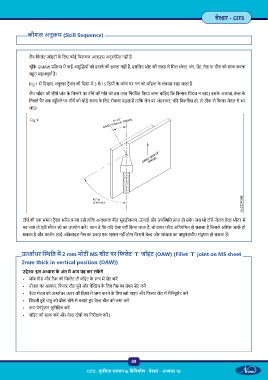
Fig 1 म िदखाए अनुसार ट ैवल की िदशा म 5 से 15 िड ी के कोण पर गन को जॉइ के लंबवत रखा जाता है
लैप जॉइंट की शीष ेट के िकनारे पर टॉच की गित को इस तरह िनयंि त िकया जाना चािहए िक िकनारा िपघल न जाए। इसके अलावा, वे के
िनचले पैर तक प ँचने पर टॉच को थोड़े समय के िलए रोकना पड़ता है तािक लेग पर अंडरकट, यिद िवकिसत हो, तो ठीक से िफलर मेटल से भर
जाए।
Fig 1
टॉच की एक समान ट ैवल ीड बनाए रख तािक आव क बीड सु ढ़ीकरण, ऊं चाई और उप थित ा हो सके । जब भी टॉच नोजल वे ैटर से
भर जाए तो एं टी ैटर े का उपयोग कर । ान द िक यिद ऐसा नहीं िकया जाता है, तो वायर फीड अिनयिमत हो सकता है िजससे अ थर आक हो
सकता है और काब न-डाई-ऑ ाइड गैस का वाह एक समान नहीं होगा िजससे वे और सरं ता का वायुमंडलीय संदू षण हो सकता है।
ऊ ा धर थित म 2 mm मोटी MS शीट पर िफलेट ‘T जॉइंट (OAW) (Fillet ‘T joint on MS sheet
2mm thick in vertical position (OAW))
उ े : इस अ ास के अंत म आप यह कर सक गे
• जॉब पीस और टैक को िफलेट टी जॉइंट के प म सेट कर
• नोजल का आकार, िफलर रॉड चुन और वे ंग के िलए गैस का ेशर सेट कर
• वे मेटल को ऊ ा धर ऊपर की िदशा म जमा करने के िलए ो पाइप और िफलर रॉड म मैिनपुलेट कर
• िपघली ई धातु को ढीला होने से बचाते ए वे बीड को जमा कर
• ट पेनेट ेशन सुिनि त कर
• जॉइंट को साफ कर और वे दोषों का िनरी ण कर ।
89
CITS : पूंजीगत सामान & िविनमा ण - वे र - अ ास 19