
Page 112 - CITS - Welder - TP - Hindi
P. 112
वे र - CITS
• जॉइंट को साफ कर और वे दोषों जैसे िक िछ आिद, तथा ह ी ट पेिनट ेशन और उिचत बंधन के िलए िनरी ण कर ।
• आयाम के अनुसार एक तांबे और एक पीतल की ूब तैयार कर ।
• वायर वूल ारा सतह के ऑ ाइड को साफ कर और हटाएँ ।
• नोजल नंबर 5 और 1.6 mmø िसिलकॉन कां भराव रॉड का चयन कर ।
• भराव रॉड पर लागू कर ।
• ऑ ीकरण लौ सेट कर ।
• बेल माउथेड ूव को भरने के िलए उिचत कोणों का उपयोग करके उस पर लगाए गए के साथ ोपाइप और िफलर रॉड को हेरफे र कर ।
• अवशेषों को साफ कर और हटाएँ ।
• बाहरी वे दोषों के िलए िनरी ण कर
कौशल अनु म (Skill Sequence)
2 mm मोटी MS शीट पर ायर और लैप जॉइंट की ेिज़ंग (Brazing of square and lap joint
on MS sheet of 2mm thick)
उ े : इस अ ास के अंत म आप यह कर सक गे
• 2 mm मोटी MS शीट पर ायर और लैप जॉइंट की तैयारी और ेिज़ंग।
MS शीट की ेिज़ंग (जॉब-1)
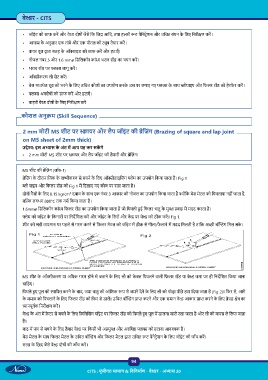
ेिज़ंग के दौरान िजंक के वा ीकरण से बचने के िलए ऑ ीडाइिजंग ेम का उपयोग िकया जाता है। Fig 1
ो पाइप और िफलर रॉड को Fig 1 म िदखाए गए कोण पर रखा जाता है।
दोनों गैसों के िलए 0.15 kg/cm² दबाव के साथ एक नंबर 3 आकार की नोजल का उपयोग िकया जाता है ों िक बेस मेटल को िपघलाया नहीं जाता है,
ब लगभग 800°C तक गम िकया जाता है।
1.6mmø िसिलकॉन कां िफलर रॉड का उपयोग िकया जाता है जो िपघली ई िफलर धातु के मु वाह म मदद करता है।
ेम को जॉइंट के िकनारों पर िनद िशत कर और जॉइंट के िसरों और क पर वे को ठीक कर । Fig 1.
शीट को सही तापमान पर पहले से गरम करने से िफलर मेटल को जॉइंट म ठीक से गीला/फै लाने म मदद िमलती है तािक अ ी बॉ ंग िमल सके ।
Fig 1 Fig 2
MS शीट के ऑ ीकरण या अिधक गरम होने से बचाने के िलए लौ को के वल िपघलने वाली िफलर रॉड या वे जमा पर ही िनद िशत िकया जाना
चािहए।
िपघले ए पूल को थािपत करने के बाद, जमा धातु को आंिशक प से जमने देने के िलए लौ को थोड़ा पीछे हटा िदया जाता है (Fig 2)। िफर से, आगे
के जमाव को िपघलाने के िलए िफलर रॉड को िफर से डाल । उिचत बॉ ंग ा करने और एक समान वे आकार ा करने के िलए े ड े का
ानपूव क िनरी ण कर ।
वे के अंत म े टर से बचने के िलए िफ़िनिशंग पॉइंट पर िफ़लर रॉड को िपघले ए पूल म डालना जारी रखा जाता है और लौ को वापस ले िलया जाता
है।
बाद म जंग से बचने के िलए तैयार वे पर िकसी भी अ यु और अविश को हटाना आव क है।
बेस मेटल के साथ िफलर मेटल के उिचत बॉ ंग और िफलर मेटल ारा उिचत ट पेनेट ेशन के िलए जॉइंट की जाँच कर ।
सतह के िछ जैसे वे दोषों की जाँच कर ।
94
CITS : पूंजीगत सामान & िविनमा ण - वे र - अ ास 20