
Page 114 - CITS - Welder - TP - Hindi
P. 114
वे र - CITS
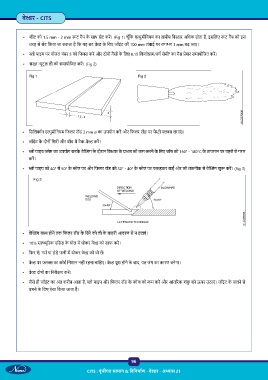
• शीट को 1.5 mm - 2 mm ट गैप के साथ सेट कर । (Fig 1) चूँिक ए ुमीिनयम का तापीय िव ार अिधक होता है, इसिलए ट गैप को इस
तरह से सेट िकया जा सकता है िक यह बट वे के िलए जॉइंट की 100 mm लंबाई पर लगभग 1 mm बढ़ जाए।
• ो पाइप पर नोजल नंबर 5 को िफ कर और दोनों गैसों के िलए 0.15 िकलो ाम/वग सेमी² का गैस ेशर समायोिजत कर ।
• स ूट ल लौ को समायोिजत कर । (Fig 2)
Fig 1 Fig 2
• िसिलकॉन ए ुमीिनयम िफलर रॉड 3 mm ø का उपयोग कर और िफलर रॉड पर पे ी लगाएं ।
• जॉइंट के दोनों िसरों और बीच म टैक-वे कर ।
• ो पाइप ेम का उपयोग करके वे ंग के दौरान िव ार के भाव को कम करने के िलए जॉब को 150° - 180°C के तापमान पर पहले से गरम
कर ।
• ो पाइप को 40° से 50° के कोण पर और िफलर रॉड को 30° - 40° के कोण पर पकड़कर बाईं ओर की तकनीक से वे ंग शु कर । (Fig 3)
Fig 3
• वे ंग ख होने तक िफलर रॉड के िसरे को लौ के बाहरी आवरण से न हटाएं ।
• 10% स ू रक एिसड के घोल म धोकर वे को साफ कर ।
• िफर से, गम या ठं डे पानी म धोकर वे को धो ल ।
• वे पर का कोई िनशान नहीं रहना चािहए। वे पूरा होने के बाद, यह जंग का कारण बनेगा।
• वे दोषों का िनरी ण कर ।
• जैसे ही जॉइंट का अंत करीब आता है, ो पाइप और िफलर रॉड के कोण को कम कर और आंत रक शंकु को ऊपर उठाएं । जॉइंट के जलने से
बचने के िलए ऐसा िकया जाता है।
96
CITS : पूंजीगत सामान & िविनमा ण - वे र - अ ास 21