
Page 118 - CITS - Welder - TP - Hindi
P. 118
वे र - CITS
िपघले ए पूल और िफलर रॉड की नोक को हमेशा बाहरी िलफ़ाफ़े की छाया म रख ।
वे ंग ऑपरेशन के दौरान जॉब का तापमान बनाए रख ।
कॉपर जॉइंट वे ंग करते समय हमेशा एक हे र को दू सरे ो पाइप का उपयोग करके जॉब को लगातार गम करने के िलए रखना बेहतर होता है।
अ था, जैसे ही आप आगे वे ंग कर गे, जॉइंट शु आती िबंदु से ही टू टने लगेगा।
जॉब को 300°C तक गम कर और धीरे-धीरे ठं डा होने द । बीड को साफ कर और जॉइंट के दोनों तरफ़ से अवशेष हटाएँ ।
बाहरी दोषों और बीड के आकार और ोफ़ाइल के िलए जॉइंट का िनरी ण कर ।
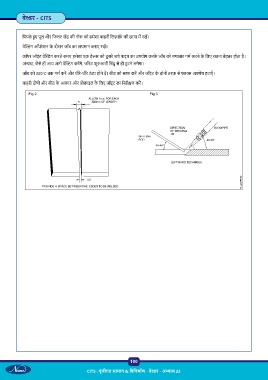
Fig 2 Fig 3
100
CITS : पूंजीगत सामान & िविनमा ण - वे र - अ ास 22