
Page 123 - CITS - Welder - TP - Hindi
P. 123
वे र - CITS
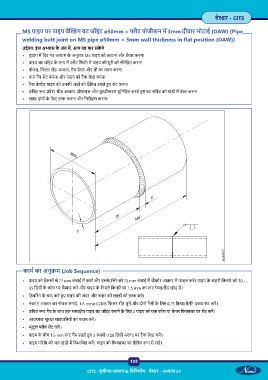
MS पाइप पर पाइप वे ंग बट जॉइंट ø50mm × ैट पोजीशन म 3mm दीवार मोटाई (OAW) (Pipe
welding butt joint on MS pipe ø50mm × 3mm wall thickness in flat position (OAW))
उ े : इस अ ास के अंत म , आप यह कर सक गे
• ड ाइंग म िदए गए आयाम के अनुसार MS पाइप को काटना और तैयार करना
• पाइप बट जॉइंट के प म ैट थित म पाइप की धुरी को संरे खत करना
• नोजल, िफलर रॉड आकार, गैस ेसर और लौ का चयन करना
• ट गैप सेट करना और पाइप को टैक वे करना
• टैक वे ेड पाइप को उनकी अ ों को ैितज रखते ए सेट करना
• उिचत ट वेश, बीड आकार, ोफ़ाइल और सु ढीकरण सुिनि त करते ए बट जॉइंट को खंडों म वे करना
• सतह दोषों के िलए साफ करना और िनरी ण करना।
काय का अनु म (Job Sequence)
• पाइप को हैकसॉ से 77 mm लंबाई म काट और इसके िसरे को 75 mm लंबाई म चौकोर आकार म फाइल कर । पाइप के बाहरी िकनारे को 30 -
35 िड ी के कोण पर चै फर कर और पाइप के िनचले िकनारे पर 1.5 mm का ट फे स/ल ड छोड़ द ।
• िडब रंग के बाद कटे ए पाइप की अंदर और बाहर की सतहों को साफ कर ।
• नंबर 5 आकार का नोजल लगाएं , 1.6 mmø CCMS िफलर रॉड चुन और दोनों गैसों के िलए 0.15 िक ा/सेमी² दबाव सेट कर ।
• उिचत ट गैप के साथ एक समा ीय पाइप बट जॉइंट बनाने के िलए 2 पाइप को एक कोण या चैनल िफ चर पर सेट कर ।
• आव क सुर ा सावधािनयों का पालन कर ।
• ूट ल ेम सेट कर ।
• पाइप के बीच 1.5 mm ट गैप रखते ए 3 थानों (120 िड ी अलग) पर टैक वे कर ।
• पाइप प रिध को चार खंडों म िवभािजत कर । पाइप को िफ चर पर ैितज प से रख ।
105
CITS : पूंजीगत सामान & िविनमा ण - वे र - अ ास 24