
Page 127 - CITS - Welder - TP - Hindi
P. 127
वे र - CITS
काय का अनु म (Job Sequence)
• सुिनि त कर िक पाइप का सही साइज इ ेमाल िकया गया है।
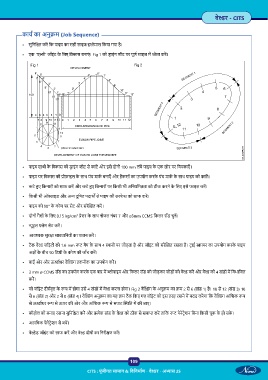
• एक “ए ो” जॉइंट के िलए िवकास बनाएं । Fig 1 को ड ाइंग शीट पर पूण साइज म े ल कर ।
Fig 1 Fig 2
• पाइप ए ो के िवकास को ड ाइंग शीट से काट और इसे दोनों 100 mm लंबे पाइप के एक छोर पर िचपकाएँ ।
• पाइप पर िवकास की ोफ़ाइल के साथ पंच माक बनाएँ और हैकसॉ का उपयोग करके पंच माक के साथ पाइप को काट ।
• कटे ए िकनारों को साफ कर और कटे ए िकनारों पर िकसी भी अिनयिमतता को ठीक करने के िलए इसे फाइल कर ।
• िकसी भी ऑ ाइड और अ दू िषत पदाथ से पाइप की सरफे स को साफ कर ।
• पाइप को 90° के कोण पर सेट और संरे खत कर ।
• दोनों गैसों के िलए 0.15 kg/cm² ेसर के साथ नोजल नंबर 7 और ø3mm CCMS िफलर रॉड चुन ।
• ूट ल ेम सेट कर ।
• आव क सुर ा सावधािनयों का पालन कर ।
• टैक वे जॉइंटों को 1.6 mm ट गैप के साथ 4 थानों पर जोड़ता है और जॉइंट को संरे खत रखता है। ट ाई ायर का उपयोग करके पाइप
अ ों के बीच 90 िड ी के कोण की जाँच कर ।
• बाईं ओर और ऊ ा धर वे ंग तकनीक का उपयोग कर ।
• 3 mm ø CCMS रॉड का उपयोग करके एक बार म ोपाइप और िफलर रॉड को जोड़कर जोड़ों को वे कर और वे को 4 खंडों म िवभािजत
कर ।
• जो जॉइंट दीघ वृ के प म होगा उसे 4 खंडों म वे करना होगा। Fig 2 वे ंग के अनु म का म 2 से 6 (खंड 1) है। 10 से 12 (खंड 3) 10
से 6 (खंड 2) और 2 से 0 (खंड 4)। वे ंग अनु म का यह म टैक िकए गए जॉइंट को इस तरह रखने म मदद करेगा िक वे ंग आंिशक प
से ऊ ा धर प से ऊपर की ओर और आंिशक प से सपाट थित म की जाए।
• कीहोल को बनाए रखना सुिनि त कर और ेक खंड के वे को ठीक से समा कर तािक ट पेनेट ेशन िबना िकसी चूक के हो सके ।
• अ िधक पेनेट ेशन से बच ।
• वे ेड जॉइंट को साफ कर और वे दोषों का िनरी ण कर ।
109
CITS : पूंजीगत सामान & िविनमा ण - वे र - अ ास 25