
Page 129 - CITS - Welder - TP - Hindi
P. 129
वे र - CITS
काय का अनु म (Job Sequence)
• सुिनि त कर िक पाइप का सही आकार इ ेमाल िकया गया है।
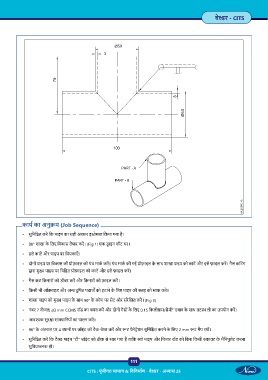
• 90° शाखा के िलए िवकास तैयार कर । (Fig 1) एक ड ाइंग शीट पर।
• इसे काट और पाइप पर िचपकाएँ ।
• दोनों पाइप पर िवकास की ोफ़ाइल को पंच माक कर । पंच माक की गई ोफ़ाइल के साथ शाखा पाइप को काट और इसे फ़ाइल कर । गैस किटंग
ारा मु पाइप पर िचि त ोफ़ाइल को काट और इसे फ़ाइल कर ।
• गैस कट िकनारों को डीबर कर और िकनारों को फ़ाइल कर ।
• िकसी भी ऑ ाइड और अ दू िषत पदाथ को हटाने के िलए पाइप की सतह को साफ कर ।
• शाखा पाइप को मु पाइप के साथ 90° के कोण पर सेट और संरे खत कर । (Fig 2)
• नंबर 7 नोजल, ø3 mm CCMS रॉड का चयन कर और दोनों गैसों के िलए 0.15 िकलो ाम/सेमी² दबाव के साथ तट थ लौ का उपयोग कर ।
• आव क सुर ा सावधािनयों का पालन कर ।
• 90° के अंतराल पर 4 थानों पर जॉइंट को टैक-वे कर और ट पेनेट ेशन सुिनि त करने के िलए 2 mm ट गैप रख ।
• सुिनि त कर िक टै ड पाइप “टी” जॉइंट को ठीक से रखा गया है तािक ो पाइप और िफलर रॉड को िबना िकसी कावट के मैिनपुलेट करना
सुिवधाजनक हो।
111
CITS : पूंजीगत सामान & िविनमा ण - वे र - अ ास 25