
Page 140 - CITS - Welder - TP - Hindi
P. 140
वे र - CITS
Fig 2 Fig 4
Fig 3
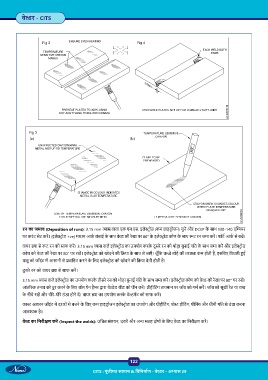
रन का जमाव (Deposition of runs): 3.15 mm ास वाला एक एम.एस. इले ोड (कम हाइड ोजन) चुन और DCEP के साथ 130-140 ए यर
पर करंट सेट कर । (इले ोड +ve) म म आक लंबाई के साथ वे की रेखा पर 80° के इले ोड कोण के साथ ट रन जमा कर । शॉट आक से बच ।
वायर श से ट रन को साफ कर । 3.15 mm ास वाले इले ोड का उपयोग करके दू सरे रन को थोड़ा बुनाई गित के साथ जमा कर और इले ोड
कोण को वे की रेखा पर 80° पर रख । इले ोड को खोदने की ि या के साथ ले जाएँ । चूँिक क े लोहे की तरलता कम होती है, इसिलए िपघली ई
धातु को जॉइंट म आसानी से वािहत करने के िलए इले ोड को खोदने की ि या देनी होती है।
दू सरे रन को वायर श से साफ कर ।
3.15 mm ास वाले इले ोड का उपयोग करके तीसरे रन को थोड़ा बुनाई गित के साथ जमा कर । इले ोड कोण को वे की रेखा पर 80° पर रख ।
आंत रक तनाव को दू र करने के िलए बॉल पेन हैमर ारा वे ेड बीड को पीन कर । ीहीिटंग तापमान पर जॉब को गम कर । जॉब को सूखी रेत या राख
के नीचे रख और धीरे-धीरे ठं डा होने द । वायर श का उपयोग करके वे म ट को साफ कर ।
का आयरन जॉइंट म दरारों से बचने के िलए कम हाइड ोजन इले ोड का उपयोग और ीहीिटंग, पो हीिटंग, पीिनंग और धीमी गित से ठं डा करना
आव क है।
वे का िनरी ण कर (Inspect the welds): उिचत संलयन, दरार और अ सतह दोषों के िलए वे का िनरी ण कर ।
122
CITS : पूंजीगत सामान & िविनमा ण - वे र - अ ास 29