
Page 145 - CITS - Welder - TP - Hindi
P. 145
वे र - CITS
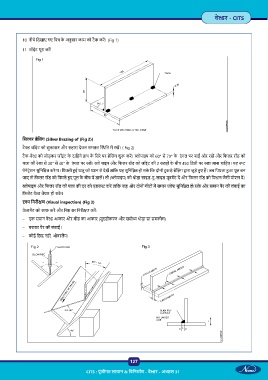
10 नीचे िदखाए गए िच के अनुसार काम को टैक कर । (Fig 1)
11 जॉइंट पूरा कर
Fig 1
िस र ेिज़ंग (Silver Brazing of (Fig 2))
टै ड जॉइंट को झुकाकर और सहारा देकर समतल थित म रख । ( Fig 2)
टैक-वे को जोड़कर जॉइंट के दािहने हाथ के िसरे पर ेिज़ंग शु कर । ोपाइप को 60° से 70° के एं गल पर बाईं ओर रख और िफलर रॉड को
या ा की रेखा से 30° से 40° के एं गल पर रख । ो पाइप और िफलर रॉड को जॉइंट की 2 सतहों के बीच 450 िड ी पर रखा जाना चािहए। यह ट
पेनेट ेशन सुिनि त करेगा। िपघली ई धातु को ान से देख तािक यह सुिनि त हो सके िक दोनों टुकड़े ेिज़ंग ारा जुड़े ए ह । जब िपघला आ पूल बन
जाए तो िफलर रॉड को िपघले ए पूल के बीच म डाल । लौ ( ोपाइप) को थोड़ा साइड-टू -साइड मूवम ट द और िफलर रॉड को िप न जैसी मोशन द ।
ोपाइप और िफलर रॉड की या ा की दर को एडज कर तािक जड़ और दोनों शीटों म समान वेश सुिनि त हो सके और समान पैर की लंबाई का
िफलेट वे तैयार हो सके ।
िनरी ण (Visual inspection) (Fig 3)
वे म ट को साफ कर और िन का िनरी ण कर :
– एक समान वे आकार और बीड का आकार (सु ढीकरण और समो थोड़ा सा समकोण)
– बराबर पैर की लंबाई।
– कोई िछ नहीं, ओवरलैप।
Fig 2 Fig 3
127
CITS : पूंजीगत सामान & िविनमा ण - वे र - अ ास 31