
Page 149 - CITS - Welder - TP - Hindi
P. 149
वे र - CITS
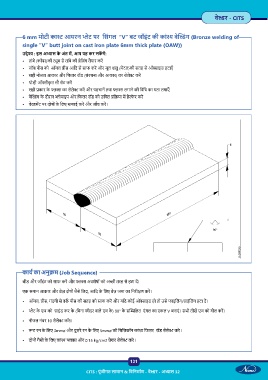
6 mm मोटी का आयरन ेट पर िसंगल “V” बट जॉइंट की कां वे ंग (Bronze welding of
single “V” butt joint on cast iron plate 6mm thick plate (OAW))
उ े : इस अ ास के अंत म , आप यह कर सक गे:
• तांबे (कॉपर)की ूब से तांबे की ेिज़ंग तैयार कर
• जॉब पीस को ऑयल ीस आिद से साफ कर और मूल धातु (मेटल)की सतह से ऑ ाइड हटाएँ
• सही नोजल आकार और िफलर रॉड (संरचना और आकार) का सेले कर
• थोड़ी ऑ ीकृ त लौ सेट कर
• सही कार के का सेले कर और पहचान तथा लगाने की िविध का पता लगाएँ
• वे ंग के दौरान ोपाइप और िफलर रॉड को उिचत ि या म हेरफे र कर
• वे म ट पर दोषों के िलए सफाई कर और जाँच कर ।
काय का अनु म (Job Sequence)
बीड और जॉइंट को साफ कर और अवशेषों को अ ी तरह से हटा द ।
एक समान आकार और ेज़ दोषों जैसे िछ , आिद के िलए ेज़ जमा का िनरी ण कर ।
• ऑयल, ीस, गंदगी से वक पीस की सतह को साफ कर और यिद कोई ऑ ाइड हो तो उसे फाइिलंग/ ाइंिडंग हटा द ।
• ेट के एज को ाइंड कर के (िबना फीदर वाले एज के ) 90° के स िलत एं गल का एकल V बनाएं । सभी तीखे एज को गोल कर ।
• नोजल नंबर 10 सेले करे।
• ट रन के िलए 3mmø और दू सरे रन के िलए 5mmø की िसिलकॉन कां िफलर रॉड सेले करे।
• दोनों गैसों के िलए कां और 0.15 kg/cm2 ेशर सेले करे।
131
CITS : पूंजीगत सामान & िविनमा ण - वे र - अ ास 32