
Page 197 - CITS - Welder - TP - Hindi
P. 197
वे र - CITS
नोट: िफलेट कोने के साथ 45° और वे ंग लाइन के साथ 80° का इले ोड कोण सुिनि त कर ।
- वे ंग से पहले सभी कने नों की जाँच कर
- वे ंग े सूखा े होना चािहए
- आई और फे स की सुर ा के िलए वे ंग ीन और िचिपंग गॉगल का उपयोग कर
नोट: ेट के ऊपरी एज को िपघलने से रोक ।
• अंितम वे से ैग िनकाल और अ ी तरह से साफ कर ।
नोट: िफलेट के आकार की जाँच करने के िलए वे गेज का उपयोग कर ।
• सतह के दोषों और आकार के लिए लैप फिलेट वेल्ड का निरीक्षण करें।ड्राइंग के अनुसार हैकसॉ कटिंग का उपयोग करके प्लेट को काटें
कौशल अनु म (Skill Sequence)
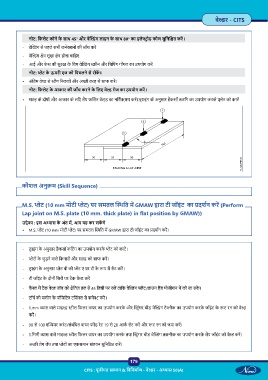
M.S. ेट (10 mm मोटी ेट) पर समतल थित म GMAW ारा टी जॉइंट का दश न कर (Perform
Lap joint on M.S. plate (10 mm. thick plate) in flat position by GMAW))
उ े : इस अ ास के अंत म , आप यह कर सक गे
• M.S. ेट (10 mm मोटी ेट) पर समतल थित म GMAW ारा टी जॉइंट का दश न कर ।
- ड ाइंग के अनुसार हैकसॉ किटंग का उपयोग करके ेट को काट ।
- ेटों के जुड़ने वाले िकनारों और सतह को साफ कर ।
- ड ाइंग के अनुसार ेट बी को ेट ए पर टी के प म सेट कर ।
- टी जॉइंट के दोनों िसरों पर टैक वे कर
- चैनल म टैक वे जॉब को ैितज तल से 45 िड ी पर रख तािक वे ंग ैट/डाउन ह ड पोजीशन म की जा सके ।
- टॉच को मशीन के पॉिजिटव टिम नल से कने कर ।
- 1.mm ास वाले माइ ील िफलर वायर का उपयोग करके और ंगर बीड वे ंग टे ीक का उपयोग करके जॉइंट के ट रन को वे
कर ।
- 90 से 100 ए यर करंट/संबंिधत वायर फीड रेट 19 से 20 आक सेट कर और ट रन को जमा कर ।
- 1.िममी ास वाले माइ ील िफलर वायर का उपयोग करके तथा ंगर बीड वे ंग तकनीक का उपयोग करके लैप जॉइंट को वे कर ।
- अ ी लेग ल थ तथा ेटों का एकसमान संलयन सुिनि त कर ।
179
CITS : पूंजीगत सामान & िविनमा ण - वे र - अ ास 50(A)