
Page 200 - CITS - Welder - TP - Hindi
P. 200
वे र - CITS
काय का अनु म (Job Sequence)
- ड ाइंग के अनुसार गैस/हैकसॉ किटंग ारा ेट्स को काट
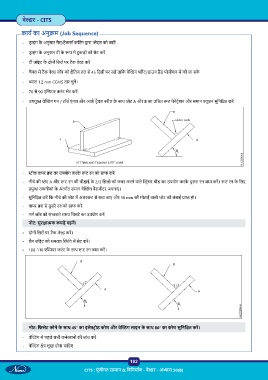
- ड ाइंग के अनुसार टी के प म टुकड़ों को सेट कर
- टी जॉइंट के दोनों िसरों पर टैक वे कर
- चैनल म टैक वे जॉब को ैितज तल से 45 िड ी पर रख तािक वे ंग ैट/डाउन ह ड पोजीशन म की जा सके
- ास 1.2 mm CCMS तार चुन ।
- 70 से 90 ए यर करंट सेट कर
- उपयु वे ंग गन / टॉच एं गल और आक ट ैवल ीड के साथ ेट A और B का उिचत ट पेनेट ेशन और समान यूज़न सुिनि त कर
- ील वायर श का उपयोग करके ट रन को साफ कर
- नीचे की ेट A और ट रन की चौड़ाई के 2/3 िह े को कवर करने वाले ंगर बीड का उपयोग करके दू सरा रन जमा कर । ट रन के िलए
यु तकनीकों के अंतग त समान वे ंग पैरामीटर अपनाएं ।
- सुिनि त कर िक नीचे की ेट म अंडरकट से बचा जाए और 10 mm की मोटाई वाली ेट की लंबाई ा हो।
- वायर श से दू सरे रन को साफ कर
- गम जॉब को संभालते समय िचमटे का उपयोग कर
नोट: सुर ा क कपड़े पहन ।
• दोनों िसरों पर टैक-वे कर ।
• लैप जॉइंट को समतल थित म सेट कर ।
• 100-110 ए यर करंट के साथ ट रन जमा कर ।
नोट: िफलेट कोने के साथ 45° का इले ोड कोण और वे ंग लाइन के साथ 80° का कोण सुिनि त कर ।
- वे ंग से पहले सभी कने नों की जांच कर
- वे ंग े सूखा होना चािहए
182
CITS : पूंजीगत सामान & िविनमा ण - वे र - अ ास 50(B)