
Page 236 - CITS - Welder - TP - Hindi
P. 236
वे र - CITS
- ेट के नीचे ेसर रख तािक आप ेट को अपनी टेबल पर वे न कर
- गन को जॉइ के लंबवत रख और टैक पर आक को मार । टॉच को जॉइ के बाएं से दाएं छोर पर ले जाएं यानी बैक ह ड टे ीक का उपयोग कर ।
गन को एक तरफ से दू सरी तरफ घुमाएं । जब गन जॉइ के क म हो, तो आक को ब त बारीकी से देख । पोखर के अ भाग पर आक को के त
करके , आप बीड को जॉइ म घुसने और दोनों टफे स को ूज करने का कारण बन सकते ह । यिद आप पोखर म आक को ब त नीचे लाते ह ,
तो तार जॉइ से होकर गुजरेगा और आक ब त अिनयिमत हो जाएगा। यिद आप आक को पोखर पर जाने देते ह , तो आपका वेश कम हो जाएगा
और आप जॉइ म वेश नहीं कर पाएं गे। अ ास आपको वे पोखर के वाह को कं ट ोल करने के िलए आक का उपयोग करने म मदद करेगा
- बीड अनु म का उपयोग करके जॉइ को पूरा कर । वे वाह म मदद करने और खांचे की साइड दीवारों और िपछले बीड्स को ूज करने के
िलए थोड़ी वेयव का उपयोग कर
- जब आप वे पूरा कर ल , तो इसे ठं डा कर और इसकी जांच कर । ट को पूरी लंबाई के साथ पूण वेश िदखाना चािहए। ट सु ढीकरण को
जॉइ से 0.5 से 1 mm तक बाहर िनकलना चािहए। वे का चेहरा बेस मेटल के साथ आसानी से िवलीन होना चािहए। इसका बल आधार धातु
की सतह से कम से कम 1 mm ऊपर होना चािहए तथा 1.5 से अिधक नहीं होना चािहए।
नोट: सुर ा क कपड़े पहन ।
• दोनों िसरों पर टैक-वे कर ।
• ‘V जॉइ को समतल थित म सेट कर ।
• 100-110 ए यर करंट के साथ ट रन जमा कर । बाहरी हेड पोजीशन ारा।
नोट: िफलेट कॉन र के साथ 45° और वे ंग लाइन के साथ 80° का इले ोड कोण सुिनि त कर ।
• िचिपंग हैमर से ैग िनकाल और वायर श से साफ कर ।
• जॉब को पकड़ने के िलए िचमटे का इ ेमाल कर ।
• आंखों की सुर ा के िलए िचिपंग गॉगल पहन ।
• 150-160 ए यर वे ंग करंट के साथ वेयव गित के साथ अंितम कव रंग रन जमा कर ।
नोट: ेट के ऊपरी एज को िपघलने से रोक ।
• अंितम वे से ैग िनकाल और अ ी तरह से साफ कर ।
नोट: िफलेट के साइज़ की जांच करने के िलए वे गेज का उपयोग कर ।
• सतही दोषों और साइज़ के िलए लैप िफलेट वे का िनरी ण कर ।
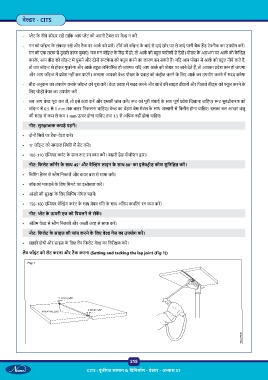
लैप जॉइंट को सेट करना और टैक करना (Setting and tacking the lap joint (Fig 1))
Fig 1
218
CITS : पूंजीगत सामान & िविनमा ण - वे र - अ ास 57