
Page 240 - CITS - Welder - TP - Hindi
P. 240
वे र - CITS
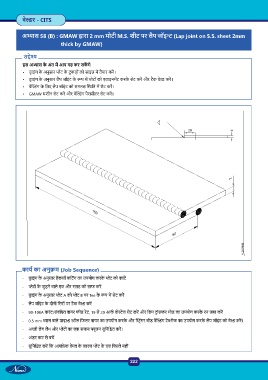
अ ास 58 (B) : GMAW ारा 2 mm मोटी M.S. शीट पर लैप जॉइ (Lap joint on S.S. sheet 2mm
thick by GMAW)
उ े
इस अ ास के अंत म आप यह कर सक गे
• ड ाइंग के अनुसार ेट के टुकड़ों को साइज़ म तैयार कर ।
• ड ाइंग के अनुसार लैप जॉइंट के प म ेटों को एलाइनम ट करके सेट कर और टैक वे कर ।
• वे ंग के िलए लैप जॉइंट को समतल थित म सेट कर ।
• GMAW मशीन सेट कर और वे ंग पैरामीटर सेट कर ।
काय का अनु म (Job Sequence)
- ड ाइंग के अनुसार हैकसॉ किटंग का उपयोग करके ेट को काट
- ेटों के जुड़ने वाले एज और सतह को साफ कर
- ड ाइंग के अनुसार ेट A को ेट B पर Tee के प म सेट कर
- लैप जॉइंट के दोनों िसरों पर टैक वे कर
- 90-100A करंट/संबंिधत वायर फीड रेट, 19 से 20 आक वो ेज सेट कर और िडप ट ांसफर मोड का उपयोग करके रन जमा कर
- 0.5 mm ास वाले माइ ील िफलर वायर का उपयोग करके और ंगर बीड वे ंग टे ीक का उपयोग करके लैप जॉइंट को वे कर ।
- अ ी लेग ल थ और ेटों का एक समान ूजन सुिनि त कर ।
- अंडर कट से बच
- सुिनि त कर िक अ िधक वेयव के कारण ेट के एज िपघले नहीं
222