
Page 277 - CITS - Welder - TP - Hindi
P. 277
वे र - CITS
• आक को काट और िफिनिशंग पॉइंट पर रख , िपघली ई धातु जम जाती है।
• िनरी ण (Visual Inspection): थोड़ा उ लता, एक समान चौड़ाई, एक समान तरंग । और वे के पंजों पर अंडर कट से मु होना िचकनी
सरफे स का संके त देता है।
कौशल अनु म (Skill Sequence)
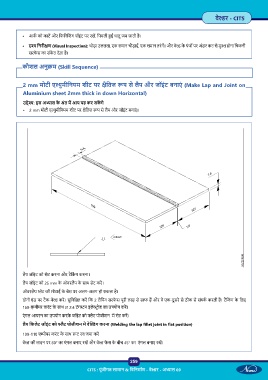
2 mm मोटी ए ुमीिनयम शीट पर ैितज प से लैप और जॉइंट बनाएं (Make Lap and Joint on
Aluminium sheet 2mm thick in down Horizontal)
उ े : इस अ ास के अंत म आप यह कर सक गे
• 2 mm मोटी ए ुमीिनयम शीट पर ैितज प से लैप और जॉइंट बनाएं ।
लैप जॉइंट को सेट करना और टैिकं ग करना।
लैप जॉइंट को 25 mm के ओवरलैप के साथ सेट कर ।
ओवरलैप ेट की मोटाई के बेस पर अलग-अलग हो सकता है।
दोनों एं ड पर टैक-वे कर । सुिनि त कर िक 2 लैिपंग सरफे स पूरी तरह से साफ ह और वे एक-दू सरे से ठीक से संपक करती ह । टैिकं ग के िलए
160-ए ीयर करंट के साथ 2.4 टंग न इले ोड का उपयोग कर ।
एं गल आयरन का उपयोग करके जॉइंट को ैट पोजीशन म सेट कर ।
लैप िफलेट जॉइंट को ैट पोजीशन म वे ंग करना (Welding the lap fillet joint in flat position)
100-110 ए ीयर करंट के साथ ट रन जमा कर
वे की लाइन पर 80° का एं गल बनाए रख और वे फे स के बीच 45° का एं गल बनाए रख ।
259
CITS : पूंजीगत सामान & िविनमा ण - वे र - अ ास 69