
Page 281 - CITS - Welder - TP - Hindi
P. 281
वे र - CITS
काय का अनु म (Job Sequence)
- S.S वायर श से बेस मेटल की सरफे स को साफ कर ।
- अ ोहल से बेस मेटल की सरफे स को साफ कर ।
- करंट को लगभग 80 से 90A पर एडज कर ।
- गैस ो रेट को 6-8 LPM पर एडज कर ।
- ट गैप को 1.5mm पर सेट कर ।
- बेस मेटल को िजग से िफ कर ।
- बैक शी ंग गैस को 4LPM तक ो कर ।
- जॉइंट के दोनों िसरों से 10mm अंदर की तरफ टैक वे कर ।
- बैक शी ंग गैस को बंद कर ।
- बेस मेटल को िजग से हटा द ।
- जांच िक जॉइंट का अलाइनम ट सही है या नहीं।
- बेस मेटल को िजग से सुरि त प से बांध ।
- बेस मेटल को ss वायर श से पॉिलश कर ।
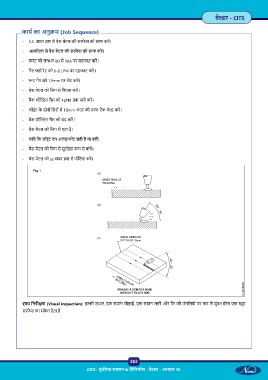
Fig 1
िनरी ण (Visual inspection): ह ी उभार, एक समान चौड़ाई, एक समान लहर और पैर की उंगिलयों पर कट से मु होना एक ूट
सरफे स का संके त देता है
263
CITS : पूंजीगत सामान & िविनमा ण - वे र - अ ास 70