
Page 283 - CITS - Welder - TP - Hindi
P. 283
वे र - CITS
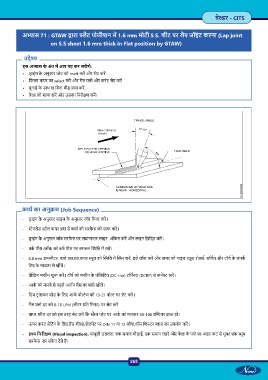
अ ास 71 : GTAW ारा ैट पोजीशन म 1.6 mm मोटी S S. शीट पर लैप जॉइंट करना (Lap joint
on S.S sheet 1.6 mm thick in Flat position by GTAW)
उ े
इस अ ास के अंत म आप यह कर सक गे:
• ड ाइंग के अनुसार ेट को mark कर और सेट कर
• िफलर वायर का select कर और गैस ो और करंट सेट कर
• बुनाई के साथ या िबना बीड जमा कर
• वे को साफ कर और उसका िनरी ण कर ।
काय का अनु म (Job Sequence)
- ड ाइंग के अनुसार साइज के अनुसार जॉब तैयार कर ।
- ेनलेस ील वायर श से काय की सरफे स को साफ कर ।
- ड ाइंग के अनुसार जॉब सरफे स पर समाना र लाइन अंिकत कर और लाइन िछि त कर ।
- वक पीस (जॉब) को वक पीस पर समतल थित म रख ।
- 0.8 mm डायमीटर वाले एस.एस.वायर ूल को थित म थर कर , इसे लॉक कर और वायर को गाइड ूब, रोलस , सिप ल और टॉच के संपक
िटप के मा म से खींच ।
- वे ंग मशीन शु कर । टॉच को मशीन के पॉिजिटव (DC +ve) टिम नल (DCRP) से कने कर ।
- आक को मारने से पहले आग न गैस का ो खोल ।
- िडप ट ांसफर मोड के िलए आक वो ेज को 19-21 वो पर सेट कर ।
- गैस ो दर को 8-10 LPM (लीटर ित िमनट) पर सेट कर
- वायर फ़ीड दर को इस तरह सेट कर िक ै प ेट पर आक को मारकर 90-100 ए यर ा हो।
- ऊपर करंट सेिटंग के िलए ह ड शी /हेलमेट पर DIN 11 या 12 ैक/ ीन िफ र ास का उपयोग कर ।
- िनरी ण (Visual inspection): मामूली उ लता, एक समान चौड़ाई, एक समान लहर और वे के पंजे पर अंडर कट से मु एक ूथ
सरफे स का संके त देते ह ।
265