
Page 62 - CITS - Welder - TP - Hindi
P. 62
वे र - CITS
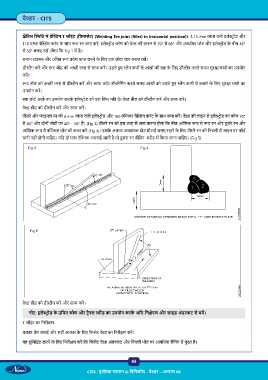
ैितज थित म वे ंग T जॉइंट (िफ़ललेट) (Welding Tee joint (fillet) in horizontal position)): 3.15 mm ास वाले इले ोड और
110 ए वे ंग करंट के साथ ट रन जमा कर , इले ोड कोण को वे की लाइन से 70° से 80° और ऊ ा धर ेट और इले ोड के बीच 40°
से 50° बनाए रख (जैसा िक Fig 1 म है)।
समान संलयन और उिचत ट वेश ा करने के िलए एक छोटा चाप बनाए रख ।
डी ैग कर और ट बीड को अ ी तरह से साफ कर । उड़ते ए ैग कणों से आंखों की र ा के िलए डी ैग करते समय सुर ा च े का उपयोग
कर ।
ट बीड को अ ी तरह से डी ैग कर और साफ कर । डी ैिगंग करते समय आंखों को उड़ते ए ैग कणों से बचाने के िलए सुर ा च े का
उपयोग कर ।
एक छोटे आक का उपयोग करके इले ोड को एक थर गित द । वे बीड को डी ैग कर और साफ कर ।
वे बीड को डी ैग कर और साफ कर ।
तीसरे और फाइनल रन को 4 mm ास वाले इले ोड और 160 ए यर वे ंग करंट के साथ जमा कर । वे की लाइन से इले ोड का कोण 70°
से 80° और दोनों ेटों पर 40° - 50° है। (Fig 3) तीसरे रन को इस तरह से जमा करना होगा िक बीड आंिशक प से ट रन और दू सरे रन और
आंिशक प से विट कल ेट को कवर करे (Fig 4)। इसके अलावा आव क ोट मोटाई बनाए रखने के िलए तीसरे रन की िनचली टो लाइन पर कोई
घाटी नहीं होनी चािहए। यिद दो पास टे क अपनाई जाती है तो दू सरा रन वीिवंग ीड म िकया जाना चािहए। (Fig 5)
Fig 3 Fig 4
Fig 5
वे बीड को डी ैग कर और साफ कर ।
नोट: इले ोड के उिचत कोण और ट ैवल ीड का उपयोग करके अित-िन ेपण और साइड अंडरकट से बच ।
T जॉइंट का िनरी ण
बराबर लेग लंबाई और सही आकार के िलए िफलेट वे का िनरी ण कर ।
यह सुिनि त करने के िलए िनरी ण कर िक िफलेट वे अंडरकट और िनचली ेट पर अ िधक लैिपंग से मु है।
44
CITS : पूंजीगत सामान & िविनमा ण - वे र - अ ास 08