
Page 64 - CITS - Welder - TP - Hindi
P. 64
वे र - CITS
• जॉइंट को हॉ रजॉ ल पोजीशन म पूरा करने के िलए दू सरा और फाइनल तीसरा रन जमा कर ।
• ेक रन को डी ैग कर और बीड को साफ कर ।
• दोषों के िलए वे ेड ाइन का िनरी ण कर ।
कौशल अनु म (Skill Sequence)
ैितज थित म 12 mm मोटी MS ेट पर िसंगल ‘V बट जॉइंट (Single ‘V butt joint on MS
plate 12mm thick in horizontal position)
उ े : इस अ ास के अंत म आप यह कर सक गे
• हॉ रजॉ ल पोजीशन म 12 mm मोटी MS ेट पर िसंगल V बट जॉइंट तैयार कर और वे कर ।
गैस किटंग और िफिलंग ारा बेविलंग तैयार कर ।
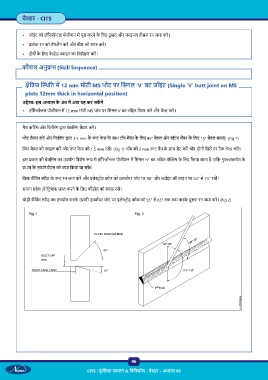
ेट तैयार कर और िफिलंग ारा 1.5 mm के ट फे स के साथ टॉप म बर के िलए 45° बेवल और बॉटम म बर के िलए 15° बेवल बनाएं । (Fig 1)
िफर बेवल को फाइल कर और ट फे स को 1.5 mm रख । (Fig 1) जॉब को 2 mm ट गैप के साथ सेट कर और दोनों िसरों पर टैक वे कर ।
इस कार की बेविलंग का उपयोग िवशेष प से हॉ रजॉ ल पोजीशन म िसंगल ‘V बट जॉइंट वे ंग के िलए िकया जाता है तािक गु ाकष ण के
भाव के सामने मेटल को जमा िकया जा सके ।
िबना वीिवंग ीड के ट रन जमा कर और इले ोड कोण को ऊ ा धर ेट पर 90° और ॉइंट की लाइन पर 65° से 75° रख ।
समान वेश (पेनेट ेशन) ा करने के िलए कीहोल को बनाए रख ।
थोड़ी वीिवंग ीड का उपयोग करके ऊपरी ऊ ा धर ेट पर इले ोड कोण को 55° से 65° तक कम करके दू सरा रन जमा कर । (Fig 2)
Fig 1 Fig 2
46
CITS : पूंजीगत सामान & िविनमा ण - वे र - अ ास 09