
Page 71 - CITS - Welder - TP - Hindi
P. 71
वे र - CITS
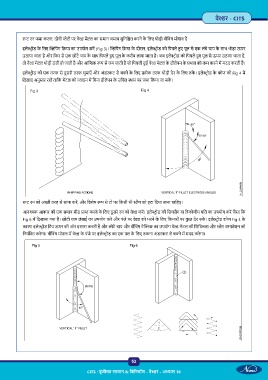
ट रन जमा करना: दोनों ेटों पर वे मेटल का समान जमाव सुिनि त करने के िलए थोड़ी वीिवंग मोशन द
इले ोड के िलए िपंग ि या का उपयोग कर (Fig 3)। िपंग ि या के दौरान, इले ोड को िपघले ए पूल से एक लंबे चाप के साथ थोड़ा ऊपर
उठाया जाता है और िफर से एक छोटे चाप के साथ िपघले ए पूल के करीब लाया जाता है। जब इले ोड को िपघले ए पूल से ऊपर उठाया जाता है,
तो वे मेटल थोड़ी ठं डी हो जाती है और आंिशक प से जम जाती है जो िपघली ई वे मेटल के ढीलेपन के भाव को कम करने म मदद करती है।
इले ोड को एक तरफ से दू सरी तरफ घुमाएँ और अंडरकट से बचने के िलए ेक तरफ थोड़ी देर के िलए क । इले ोड के कोण को Fig 4 म
िदखाए अनुसार रख तािक मेटल को ाइन म िबना ढीलेपन के उिचत थान पर जमा िकया जा सके ।
Fig 3 Fig 4
ट रन को अ ी तरह से साफ कर , और िवशेष प से टो पर िकसी भी ैग को हटा िदया जाना चािहए।
आव क आकार की एक समान बीड ा करने के िलए दू सरे रन को वे कर । इले ोड की िज़गज़ैग या ि कोणीय गित का उपयोग कर जैसा िक
Fig 6 म िदखाया गया है। छोटी चाप लंबाई का उपयोग कर और पंजे पर वे को भरने के िलए िकनारों पर कु छ देर क । इले ोड कोण Fig 4 के
कारण इले ोड िटप ऊपर की ओर इशारा करती है और छोटे चाप और वीिवंग टे क का उपयोग वे मेटल की िशिथलता और ैग समावेशन को
िनयंि त करेगा। वीिवंग मोशन म वे के पंजे पर इले ोड का एक पल के िलए कना अंडरकट से बचने म मदद करेगा।
Fig 5 Fig 6
53
CITS : पूंजीगत सामान & िविनमा ण - वे र - अ ास 10