
Page 73 - CITS - Welder - TP - Hindi
P. 73
वे र - CITS
3.15 mm ास वाले M.S. इले ोड और 110 ए करंट का उपयोग कर ।
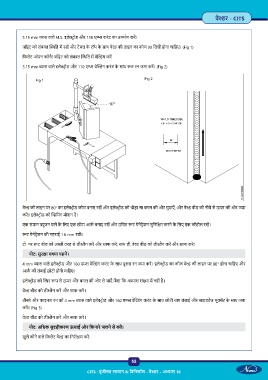
जॉइंट को लंबवत थित म रख और टेबल के टॉप के साथ वे की लाइन का कोण 90 िड ी होना चािहए। (Fig 1)
िफलेट ओपन कॉन र जॉइंट को लंबवत थित म वे ंग कर
3.15 mm ास वाले इले ोड और 110 ए वे ंग करंट के साथ ट रन जमा कर । (Fig 2)
Fig 1 Fig 2
वे की लाइन पर 80° का इले ोड कोण बनाए रख और इले ोड को थोड़ा सा बगल की ओर घुमाएँ , और वे बीड को नीचे से ऊपर की ओर जमा
कर । इले ोड को िपंग मोशन द ।
एक समान ूजन पाने के िलए एक छोटा आक बनाए रख और उिचत ट पेनेट ेशन सुिनि त करने के िलए एक कीहोल रख ।
ट पेनेट ेशन की गहराई 1.6 mm रख ।
टो पर ट बीड को अ ी तरह से डी ैग कर और साफ कर ; साथ ही, वे बीड को डी ैग कर और साफ कर ।
नोट: सुर ा च ा पहन ।
4 mm ास वाले इले ोड और 160 ए वे ंग करंट के साथ दूसरा रन जमा कर । इले ोड का कोण वे की लाइन पर 80° होना चािहए और
आक की लंबाई छोटी होनी चािहए।
इले ोड को थर प से ऊपर और बगल की ओर ले जाएँ जैसा िक अ ास सं ा म नहीं है।
वे बीड को डी ैग कर और साफ कर ।
तीसरे और फाइनल रन को 4 mm ास वाले इले ोड और 160 ए वे ंग करंट के साथ छोटी चाप लंबाई और साइडवेज मूवम ट के साथ जमा
कर । (Fig 3)
वे बीड को डी ैग कर और साफ कर ।
नोट: अिधक सु ढ़ीकरण ऊं चाई और िकनारे जलने से बच ।
खुले कोने वाले िफलेट वे का िनरी ण कर :
55
CITS : पूंजीगत सामान & िविनमा ण - वे र - अ ास 10