
Page 77 - CITS - Welder - TP - Hindi
P. 77
वे र - CITS
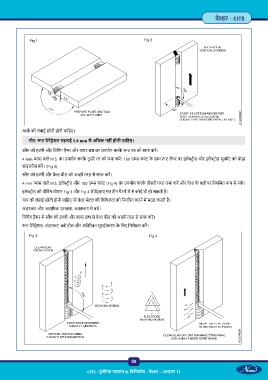
Fig 1 Fig 2
आक की लंबाई छोटी होनी चािहए।
नोट: ट पेनेट ेशन गहराई 1.6 mm से अिधक नहीं होनी चािहए।
ैग को हटाएँ और िचिपंग हैमर और वायर श का उपयोग करके ट रन को साफ कर ।
4 mm ास वाले M.S. का उपयोग करके दू सरे रन को जमा कर । 160 ए करंट के साथ ट लेयर पर इले ोड और इले ोड मूवम ट को थोड़ा
साइडवेज़ कर । (Fig 3)
ैग को हटाएँ और वे बीड को अ ी तरह से साफ कर ।
4 mm ास वाले M.S. इले ोड और 160 ए करंट (Fig 4) का उपयोग करके तीसरी परत जमा कर और वे के ॉ पर िनयिमत प से क ।
इले ोड की वीिवंग मोशन Fig 3 और Fig 4 म िदखाए गए तीन पैटन म से कोई भी हो सकती है।
चाप की लंबाई छोटी होनी चािहए जो वे मेटल की िशिथलता को िनयंि त करने म मदद करती है।
अंडरकट और अ िधक उ लता, अवतलता से बच ।
िचिपंग हैमर से ैग को हटाएँ और वायर श से वे बीड को अ ी तरह से साफ कर ।
ट पेनेट ेशन, अंडरकट, ो होल और अित र सु ढीकरण के िलए िनरी ण कर ।
Fig 3 Fig 4
59
CITS : पूंजीगत सामान & िविनमा ण - वे र - अ ास 11