
Page 85 - CITS - Welder - TP - Hindi
P. 85
वे र - CITS
• 3.15 mm M.S. इले ोड चुन और 110 ए करंट सेट कर ।
• ट रन को शॉट आक के साथ एकसमान वे ंग ीड के साथ वे कर , तािक एकसमान ट पेनेट ेशन ा िकया जा सके ।
• ैग को िचप कर और वे का िनरी ण कर ।
नोट:
हॉट जॉब को पकड़ने के िलए टंग की एक जोड़ी का उपयोग कर ।
सफाई के िलए िचिपंग हैमर और वायर श का उपयोग कर ।
आंखों की सुर ा के िलए िचिपंग गॉग का उपयोग कर ।
• वीिवंग मोशन के साथ दू सरा कव रंग रन जमा कर ।
• 110 amps करंट के साथ 3.15 mm इले ोड का उपयोग कर ।
• दू सरे रन के समान तीसरा कव रंग रन जमा कर ।
• इस अ ास को तब तक दोहराएं जब तक आप अ े वे का उ ादन नहीं कर सकते।
कौशल अनु म (Skill Sequence)
ओवरहेड थित म 10 mm मोटी MS ेट पर िसंगल ‘V बट जॉइंट (Single ‘V butt joint on
MS plate 10mm thick in overhead position)
उ े : इस अ ास के अंत म आप यह कर सक गे
• ओवरहेड थित म 10 mm मोटी MS ेट पर िसंगल ‘V बट जॉइंट तैयार करने और वे करने म स म होंगे।
इस कार के जॉइंट का उपयोग रेल कोच, जहाज िनमा ण उ ोग और अथ मूिवंग इ पम ट िनमा ण म िवशाल संरचनाओं की वे ंग के िलए और बड़ी
संरचनाओं और साइड म िवशाल पाइपों की वे ंग के िलए ब त ापक प से िकया जाता है।
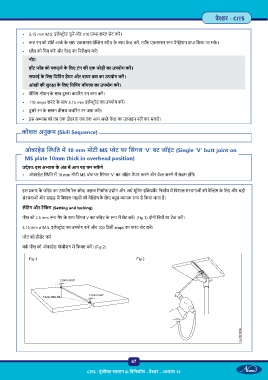
सेिटंग और टैिकं ग (Setting and tacking)
पीस को 2.5 mm ट गैप के साथ िसंगल V बट जॉइंट के प म सेट कर । (Fig 1) दोनों िसरों पर टैक कर ।
3.15 mm ø M.S. इले ोड का उपयोग कर और 100 िड ी amps का करंट सेट कर ।
ेट को ीसेट कर
वक पीस को ओवरहेड पोजीशन म िफ कर । (Fig 2)
Fig 1 Fig 2
67
CITS : पूंजीगत सामान & िविनमा ण - वे र - अ ास 13