
Page 89 - CITS - Welder - TP - Hindi
P. 89
वे र - CITS
ट गैप दाएं छोर से बाएं छोर की ओर बढ़ रहा है ों िक बेस मेटल के िव ार के कारण वे के बाएं छोर की ओर बढ़ने पर गैप बंद हो जाएगा।
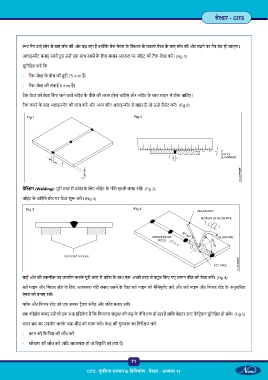
अलाइनम ट बनाए रखते ए उ एक साथ रखने के िलए समान अंतराल पर जॉइंट को टैक-वे कर । (Fig 1)
सुिनि त कर िक
- टैक-वे के बीच की दू री 75 mm है।
- टैक-वे की लंबाई 6 mm है।
टैक वे को वे िकए जाने वाले जॉइंट के पीछे की तरफ होना चािहए और जॉइंट के साथ लाइन म होना चािहए।
टैक करने के बाद अलाइनम ट की जांच कर और अगर शीट अलाइनम ट से बाहर ह , तो उ रीसेट कर । (Fig 2)
Fig 1 Fig 2
वे ंग (Welding): पूरी तरह से वेश के िलए जॉइंट के नीचे खाली जगह रख । (Fig 3)
जॉइंट के दािहने छोर पर वे शु कर । (Fig 4)
Fig 3 Fig 4
बाईं ओर की तकनीक का उपयोग करके पूरी तरह से वेश के साथ एक अ ी तरह से ूज िकए गए समान बीड को वे कर । (Fig 4)
ो पाइप और िफलर रॉड के िलए आव क गित बनाए रखने के िलए ो पाइप को मैिनपुलेट कर और ो पाइप और िफलर रॉड के अनुशंिसत
एं गल को बनाए रख ।
ेम और िफलर रॉड को एक समान ट ैवल ीड और फ़ीड बनाए रख ।
एक कीहोल बनाए रख जो एक इंिडके ट है िक िपघलना संयु की जड़ के नीचे तक हो रहा है तािक बेहतर ट पेनेट ेशन सुिनि त हो सके । (Fig 5)
वायर श का उपयोग करके जमा बीड को साफ कर । वे की गुणव ा का िनरी ण कर :
- काम की िफिनश की जाँच कर
- संरेखण की जाँच कर (यिद आव क हो तो िवकृ ित को हटा द )
71
CITS : पूंजीगत सामान & िविनमा ण - वे र - अ ास 14