
Page 141 - CITS - Welder - TT - Hindi
P. 141
वे र - CITS
अ ी पेनेट ेशन, िदखावट और मजबूती पाने के िलए पाइप वे ंग के िलए िवशेष प से िनिम त इले ोड का उपयोग कर , (कम हाइड ोजन इले ोड,
गहरे पेनेट ेशन वाले इले ोड आिद)
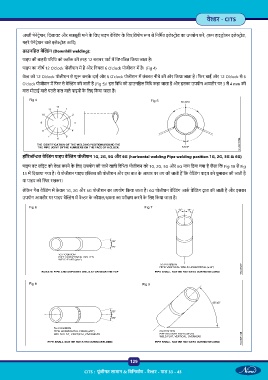
डाउनिहल वे ंग (Downhill welding):
पाइप की बाहरी प रिध को ॉक की तरह 12 बराबर पाट म िवभािजत िकया जाता है।
पाइप का शीष 12 O clock पोजीशन म है और िनचला 6 O clock पोजीशन म है। (Fig 4)
वे को 12 O clock पोजीशन से शु करके दाईं ओर 6 O clock पोजीशन म लंबवत नीचे की ओर िकया जाता है। िफर बाईं ओर 12 O clock से 6
O clock पोजीशन म िफर से वे ंग की जाती है (Fig 5)। इस िविध को डाउनिहल िविध कहा जाता है और इसका उपयोग आमतौर पर 3 से 4 mm की
वाल मोटाई वाले पतले वाल वाले पाइपों के िलए िकया जाता है।
Fig 4 Fig 5
हॉ रजॉ ल वे ंग पाइप वे ंग पोजीशन 1G, 2G, 5G और 6G (horizontal welding Pipe welding position 1G, 2G, 5G & 6G)
पाइप बट जॉइंट को वे करने के िलए उपयोग की जाने वाली िविभ पोजीशन को 1G, 2G, 5G और 6G नाम िदया गया है जैसा िक Fig 10 से Fig
13 म िदखाया गया है। ये पोजीशन पाइप ए स की पोजीशन और इस बात के आधार पर तय की जाती ह िक वे ंग पाइप को घुमाकर की जाती है
या पाइप को थर रखकर।
लेिकन गैस वे ंग म के वल 1G, 2G और 5G पोजीशन का उपयोग िकया जाता है। 6G पोजीशन वे ंग आक वे ंग ारा की जाती है और इसका
उपयोग आमतौर पर पाइप वे ंग म वे र के कौशल/ मता का परी ण करने के िलए िकया जाता है।
Fig 6 Fig 7
Fig 8 Fig 9
129
CITS : पूंजीगत सामान & िविनमा ण - वे र - पाठ 33 - 43