
Page 145 - CITS - Welder - TT - Hindi
P. 145
वे र - CITS
ीहीिटंग वे ंग के बाद कू िलंग की दर को कम कर देता है। यह वे मेटल को संयिमत/कठोर जॉइंट म ै क से बचाने के िलए आव क है। इसके
अलावा, तांबा, पीतल, ए ुमीिनयम आिद जैसी कु छ फे रस मेटल गम होने के कारण अिधक फै लती ह और फे रस मेटल जैसे का आयरन, म म और
उ काब न ील को ीहीिटंग की आव कता होती है ों िक वे ब त ि टल होती ह । दरार या िवकृ ित से बचने के िलए इन मटे रयल को पहले से
गरम करना आव क है। कु छ मामलों म , जमाव की ेक लेयर के बीच वे ंग के दौरान ीहीिटंग करना भी आव क है।
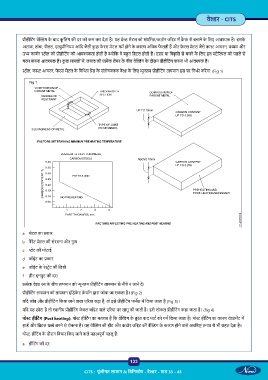
ील, का आयरन, फे रस मेटल के िविभ ेड के संतोषजनक वे के िलए ूनतम ीहीिटंग तापमान इस पर िनभ र करेगा: (Fig 1)
Fig 1
a मेटल का कार
b पैर ट मेटल की संरचना और गुण
c ेट की मोटाई
d जॉइंट का कार
e जॉइंट के रे ट की िड ी
f हीट इनपुट की दर।
ेक वे रन के बीच तापमान को ूनतम ीहीिटंग तापमान से नीचे न जाने द ।
ीहीिटंग तापमान को तापमान इंिडके ट े यॉन ारा जांचा जा सकता है। (Fig 2)
यिद जॉब और ीहीिटंग िकया जाने वाला ए रया बड़ा है, तो इसे ीहीिटंग फन स म िकया जाता है (Fig 3)।
यिद यह छोटा है तो थानीय ीहीिटंग के वल जॉइंट वाले ए रया पर लागू की जाती है। इसे लोकल ीहीिटंग कहा जाता है। (Fig 4)
पो हीिटंग (Post heating): पो हीिटंग का मतलब है िक वे ंग के तुरंत बाद पाट को गम िकया जाता है। पो हीिटंग का कारण वे म ट म
हाड और ि टल ध े बनने से रोकना है। यह वे ंग की हीट और कठोर जॉइंट की वे ंग के कारण होने वाले अविश तनाव से भी राहत देता है।
पो -हीिटंग के दौरान िवचार िकए जाने वाले मह पूण पहलू ह :
a हीिटंग की दर
133
CITS : पूंजीगत सामान & िविनमा ण - वे र - पाठ 33 - 43