
Page 183 - CITS - Welder - TT - Hindi
P. 183
वे र - CITS
कारण उपाय
अनुिचत जॉइ तैयारी। साम ी ब त मोटी है। संयु तैयारी और िडजाइन को उिचत वे ंग वायर
िव ार और चाप िवशेषताओं को बनाए रखते ए खांचे के नीचे तक प ंच
दान करनी चािहए।
अनुिचत वे तकनीक अिधकतम वेश ा करने के िलए 0 से 15 िड ी का सामा गन कोण
बनाए रख ।
अपया हीट इनपुट वे पडल के अ णी िकनारे पर आक रख ।
सुिनि त कर िक वे ंग वायर नोजल से (13 mm) से अिधक नहीं फै ला है।
उ वायर फ़ीड गित और/या उ वो ेज र ज का चयन कर ।
ट ेवल ीड कम कर ।
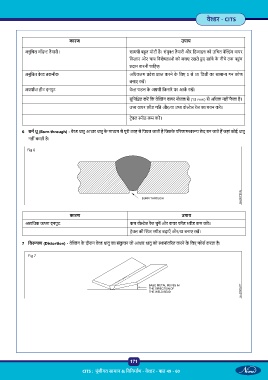
6 बन ू (Burn through) - वे धातु आधार धातु के मा म से पूरी तरह से िपघल जाती है िजसके प रणाम प छे द बन जाते ह जहां कोई धातु
नहीं बचती है।
Fig 6
कारण उपाय
अ िधक ऊ ा इनपुट. कम वो ेज र ज चुन और वायर फीड ीड कम कर ।
ट ेवल की थर ीड बढ़ाएँ और/या बनाए रख ।
7 िव पण (Distortion) - वे ंग के दौरान वे धातु का संकु चन जो आधार धातु को थानांत रत करने के िलए फोस करता है।
Fig 7
171
CITS : पूंजीगत सामान & िविनमा ण - वे र - पाठ 49 - 60