
Page 209 - CITS - Welder - TT - Hindi
P. 209
वे र - CITS
पीक करंट (Peak current )- यह गैर-प ड TIG की तुलना म अिधक सेट िकया जाता है।
बैक ाउंड करंट (Background current)- यह पीक करंट से कम सेट िकया जाता है और यह सबसे िनचला करंट है िजस पर प िगर जाएगा,
लेिकन आक को जीिवत रखने के िलए पया होना चािहए।
ित सेकं ड प (Pulses per second)- यह ित सेकं ड वे करंट के पीक करंट तक प ंचने की सं ा है।
%ऑन टाइम - यह कु ल समय के ितशत के प म प पीक अविध है, जो िनयंि त करता है िक बैक ाउंड करंट म िगरने से पहले पीक करंट िकतने
समय तक चालू रहता है। प और बेस करंट अविध भी िनयं णीय ह जब वे ंग प ंग वे ंग मोड के साथ की जाती है तो वे िस ांत प म
वे ंग की गित के आधार पर अिधक या कम सीमा तक ओवरलैिपंग ॉट वे की एक पं होती है। कई डबल-करंट मशीन एक िनयं ण फ़ं न
से सुस त होती ह जो सकारा क और नकारा क अध -अविध के बीच संतुलन म ावत धारा के व को संशोिधत करना संभव बनाती है।
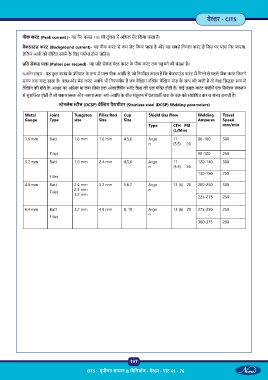
ेनलेस ील (DCSP) वे ंग पैरामीटर (Stainless steel (DCSP) Welding parameters)
Metal Joint Tungsten Filler Rod Cup Shield Gas Flow Welding Travel
Gauge Type size Size Size Amperes Speed
Type CFH PSI mm/min
(L/Min)
1.6 mm Butt 1.6 mm 1.6 mm 4,5,6 Argo 11 80-100 300
n (5.5) 20
Fillet 90-100 250
3.2 mm Butt 1.6 mm 2.4 mm 4,5,6 Argo 11 120-140 300
n (5.5) 20
130-150 250
Fillet
4.8 mm Butt 2.4 mm 3.2 mm 5,6,7 Argo 13 (6) 20 200-250 300
2.4 mm n
Fillet 3.2 mm 225-275 250
6.4 mm Butt 3.2 mm 4.8 mm 8, 10 Argo 13 (6) 20 275-350 250
n
Fillet
300-375 200
197
CITS : पूंजीगत सामान & िविनमा ण - वे र - पाठ 61 - 76