
Page 211 - CITS - Welder - TT - Hindi
P. 211
वे र - CITS
सबम आक वे ंग- िस ांत, अनु योग - के कार, वे ंग हेड, पावर सोस और पैरामीटर
सेिटंग (Submerged Arc welding- principles, application - Types of flux, welding head,
power source and parameter setting)
उ े : इस पाठ के अंत म आप यह जान सक गे
• सबम आक वे ंग िस ांत का वण न कर
• सबम आक वे ंग की ा ा कर
• सबम वे ंग पावर सोस की ा ा कर ।
1 प रचय (Introduction): सिव स म वे ेड वािहकाओं और संरचनाओं के इ तम दश न ने ऑटोमैिटक वे ंग ि याओं के पूण दोहन को ज
िदया है। इस यास म जलम आक वे ंग एक मुख भूिमका िनभा रही है और यह दबाव वािहकाओं, संरचनाओं मशीन िनमा ण आिद से लेकर
िवयर के संपक म आने वाले घटकों की हाड फे िसंग तक कई तरह के घटकों म उपयोग की जाती है। जलम आक वे ंग ि याओं म , वे ंग
के िलए गम एक अक ारा स ाई की जाती है, जो एक उपभो इले ोड और ैनुलर के एक कं बल के नीचे वक पीस के बीच िवकिसत
होती है।
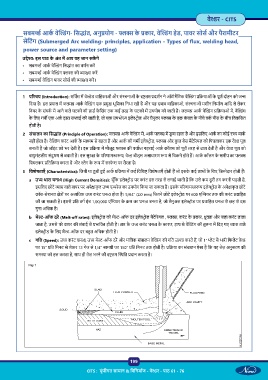
2 संचालन का िस ांत (Principle of Operation): जलम आक वे ंग म , आक म डू बा रहता है और इसिलए आक का कोई माक
नहीं होता है। वे ंग करंट आक के मा म से बहता है और आक की गम इले ोड, और कु छ बेस मैटे रयल को िपघलाकर एक वे पूल
बनाती है जो जॉइंट को भर देती है। इस ि या म मौजूद की पया गहराई आक कॉलम को पूरी तरह से ढाल देती है और वे पूल को
वायुमंडलीय संदू षण से बचाती है। इस सुर ा के प रणाम प, वे बीड्स असाधारण प से िचकने होते ह । आक कॉलम के समीप का
िपघलकर िति या करता है और ैग के प म सरफे स पर तैरता है।
3 िवशेषताएँ (Characteristics): िछपी या डू बी ई आक ि या म कई िविश िवशेषताएँ होती ह जो इसके कई लाभों के िलए िज ेदार होती ह ।
a उ धारा घन (High Current Densities): चूँिक इले ोड पर करंट इस तरह से लगाई जाती है िक उसे कम दू री तय करनी पड़ती है,
इसिलए छोटे ास वाले वायर पर अपे ाकृ त उ ए रेज का उपयोग िकया जा सकता है। इसके प रणाम प इले ोड के अपे ाकृ त छोटे
ॉस-सेशनल े ों पर अ िधक उ करंट घन होता है। 5/64” (2.0 mm) िजतने छोटे इले ोड पर 600 ए यर तक की करंट वािहत
की जा सकती है। इससे ित वग इंच 1,00,000 ए यर के म का घन बनता है, जो मैनुअल इले ोड पर वािहत घन से छह से दस
गुना अिधक है।
b मे -ऑफ दर (Melt-off rates): इले ोड की मे -ऑफ दर इले ोड मैटे रयल , , करंट के कार, ुवता और जहां करंट डाला
जाता है, उससे परे वायर की लंबाई से भािवत होती है। तार के उ करंट घन के कारण, हाथ से वे ंग की तुलना म िदए गए ास वाले
इले ोड के िलए मे -ऑफ दर ब त अिधक होती है।
c गित (Speed): उ करंट घन , उ मे -ऑफ दर और यांि क संचालन वे ंग की गित उ करते ह , जो 1” ेट म भारी िफलेट वे
पर 15” ित िमनट से लेकर 12 गेज से 1/4” साम ी पर 150” ित िमनट तक होती है। ि या का संचालन ऐसा है िक यह तेज़ अनुसरण की
सम ा को हल करता है, साथ ही तेज़ भरने की इ तम थित दान करता है।
Fig 1
199
CITS : पूंजीगत सामान & िविनमा ण - वे र - पाठ 61 - 76