
Page 49 - CITS - Fitter Trade Practical - Volume -2
P. 49
FITTER - CITS
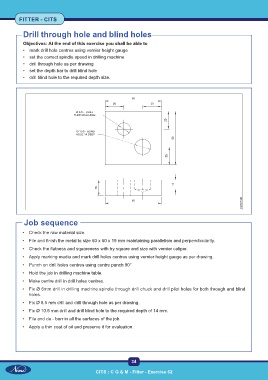
Drill through hole and blind holes
Objectives: At the end of this exercise you shall be able to
• mark drill hole centres using vernier height gauge
• set the correct spindle speed in drilling machine
• drill through hole as per drawing
• set the depth bar to drill blind hole
• drill blind hole to the required depth size.
Job sequence
• Check the raw material size.
• File and finish the metal to size 60 x 60 x 19 mm maintaining parallelism and perpendicularity.
• Check the flatness and squareness with try square and size with vernier caliper.
• Apply marking media and mark drill holes centres using vernier height gauge as per drawing.
• Punch on drill holes centres using centre punch 90°
• Hold the job in drilling machine table.
• Make centre drill in drill holes centres.
• Fix Ø 6mm drill in drilling machine spindle through drill chuck and drill pilot holes for both through and blind
holes.
• Fix Ø 8.5 mm drill and drill through hole as per drawing.
• Fix Ø 10.5 mm drill and drill blind hole to the required depth of 14 mm.
• File and de - burr in all the surfaces of the job.
• Apply a thin coat of oil and preserve it for evaluation.
34
CITS : C G & M - Fitter - Exercise 62