
Page 51 - CITS - Fitter Trade Practical - Volume -2
P. 51
FITTER - CITS
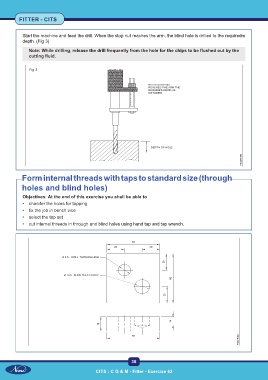
Start the machine and feed the drill. When the stop nut reaches the arm, the blind hole is drilled to the requiredm
depth. (Fig 3)
Note: While drilling, release the drill frequently from the hole for the chips to be flushed out by the
cutting fluid.
Fig 3
Form internal threads with taps to standard size (through
holes and blind holes)
Objectives: At the end of this exercise you shall be able to
• chamfer the holes for tapping
• fix the job in bench vice
• select the tap set
• cut internal threads in through and blind holes using hand tap and tap wrench.
36
CITS : C G & M - Fitter - Exercise 62